





5 key roles of plate heat exchanger gaskets.
Plate heat exchanger gaskets perform 5 key roles: ...
More
Select the most popular foreign trade service products to meet your diverse needs
Learn more about the dynamics and professional knowledge of the foreign trade industry

Plate heat exchanger gaskets perform 5 key roles: ...
More
A gasket in heat exchanger seals surfaces, blocks ...
More
API 662 defines standards for plate heat exchanger...
More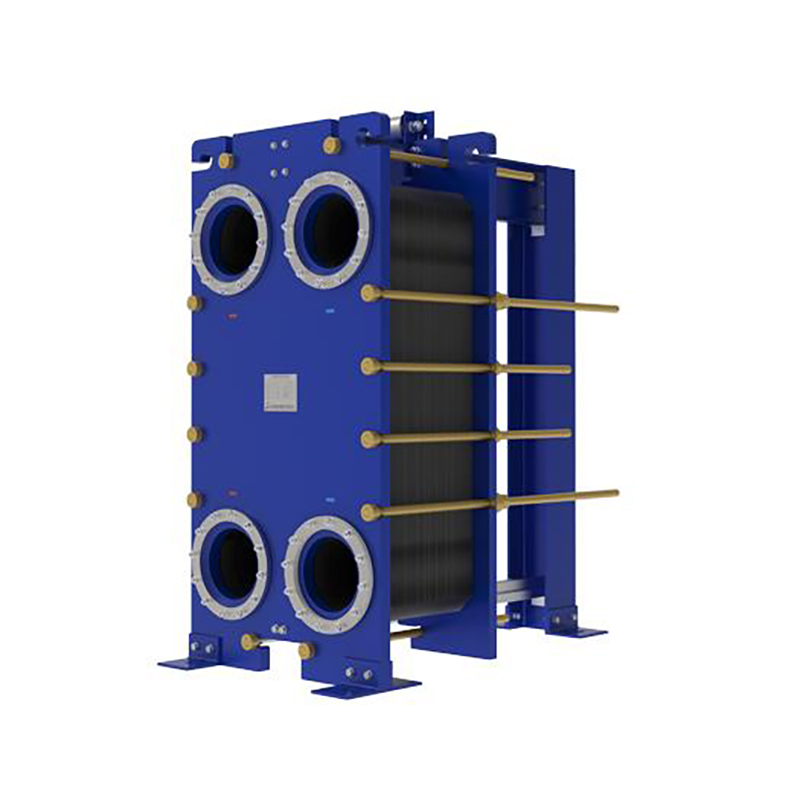
Compare top frame plate heat exchanger models for ...
More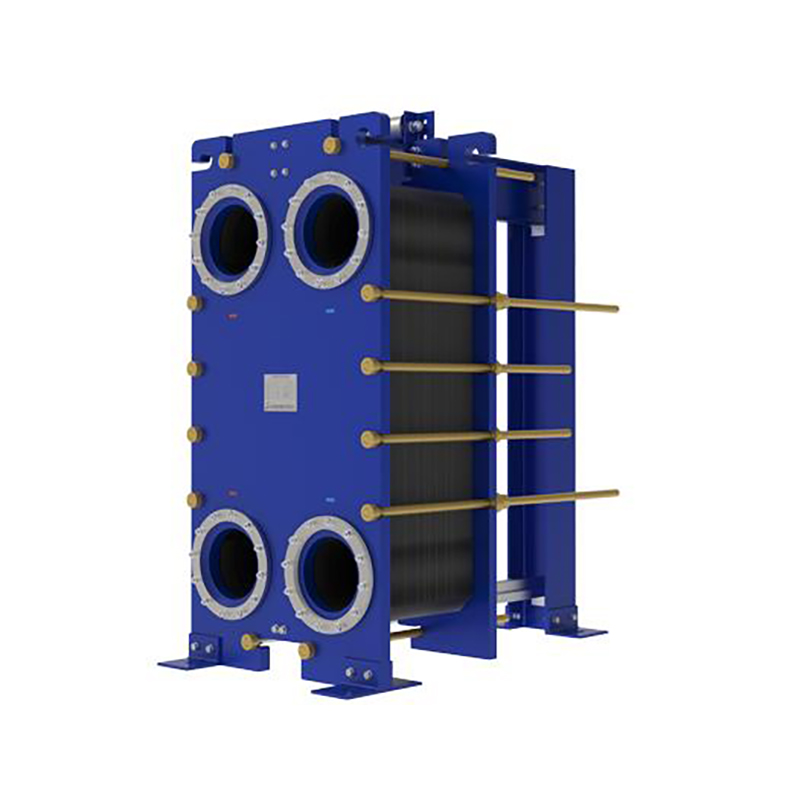
User reviews show the american standard heat excha...
More
You can see clear differences between welded block...
MoreSelect the most popular foreign trade service products to meet your diverse needs








User Comments
Service Experience Sharing from Real Customers
John Smith
Mechanical EngineerThe air preheater significantly improved our plant's efficiency by recovering waste heat. Installation was smooth, and the build quality is excellent.
Emily Johnson
Plant OperatorThis air preheater has reduced fuel consumption and emissions in our facility. Minor maintenance issues, but overall a great investment.
Robert Brown
Maintenance SupervisorDurable and reliable air preheater with minimal downtime. The corrosion-resistant design is perfect for long-term use in harsh conditions.
Sarah Davis
Process EngineerEfficient heat recovery and compact design saved space in our plant. Customer support was responsive during commissioning.