





Frame plate heat exchanger picks for top efficiency
Compare top frame plate heat exchanger models for ...
More
Select the most popular foreign trade service products to meet your diverse needs
Learn more about the dynamics and professional knowledge of the foreign trade industry
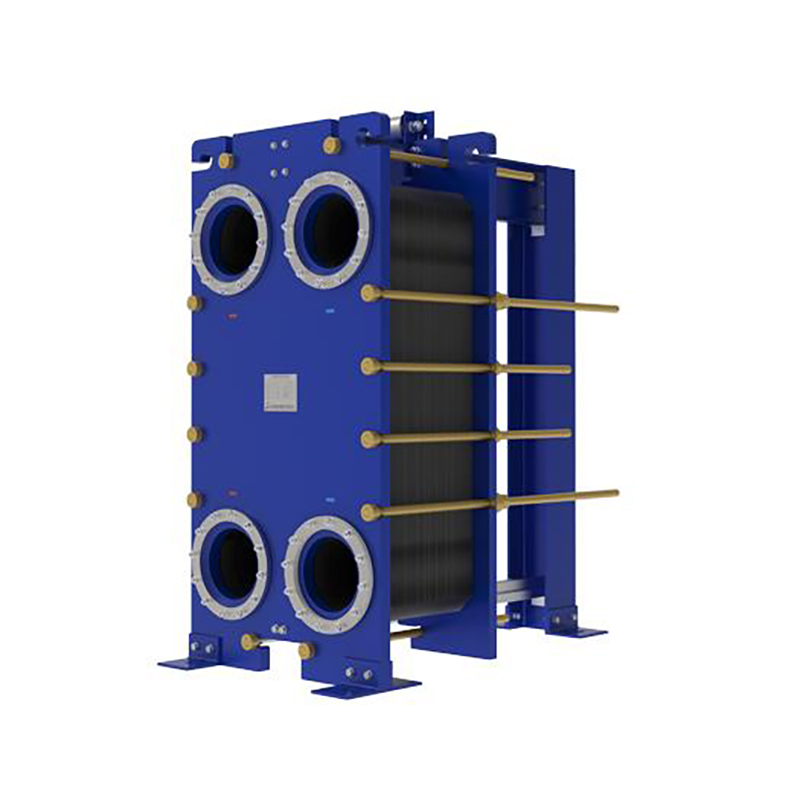
Compare top frame plate heat exchanger models for ...
More
Plate heat exchanger gaskets perform 5 key roles: ...
More
Shanghai Heat Transfer stands out with its ISO9001...
More
A gasket in heat exchanger seals surfaces, blocks ...
More
API 662 defines standards for plate heat exchanger...
More
User reviews show the american standard heat excha...
MoreSelect the most popular foreign trade service products to meet your diverse needs








User Comments
Service Experience Sharing from Real Customers
Michael Chen
Maintenance EngineerThis steam exchanger has been incredibly reliable in our chemical processing plant. The heat transfer efficiency is outstanding and it has significantly reduced our energy costs. Installation was straightforward and it has required minimal maintenance.
Sarah Johnson
Plant ManagerExcellent performance and durable construction. The steam exchanger integrates well with our existing systems in the food processing line. The only minor issue was some custom fitting required, but overall very satisfied with the purchase.
David Rodriguez
HVAC TechnicianOutstanding thermal efficiency and robust build quality. This steam exchanger has improved our district heating system's performance by 25%. The manufacturer's technical support was also very helpful during installation.
Emily Williams
Process EngineerHighly efficient and compact design. This steam exchanger has exceeded our expectations in pharmaceutical manufacturing where precise temperature control is critical. The corrosion-resistant materials have held up perfectly in our sterile environment.