Slurry Heat Exchanger: High-Efficiency Thermal Solutions for Abrasive and High-Solid Slurries
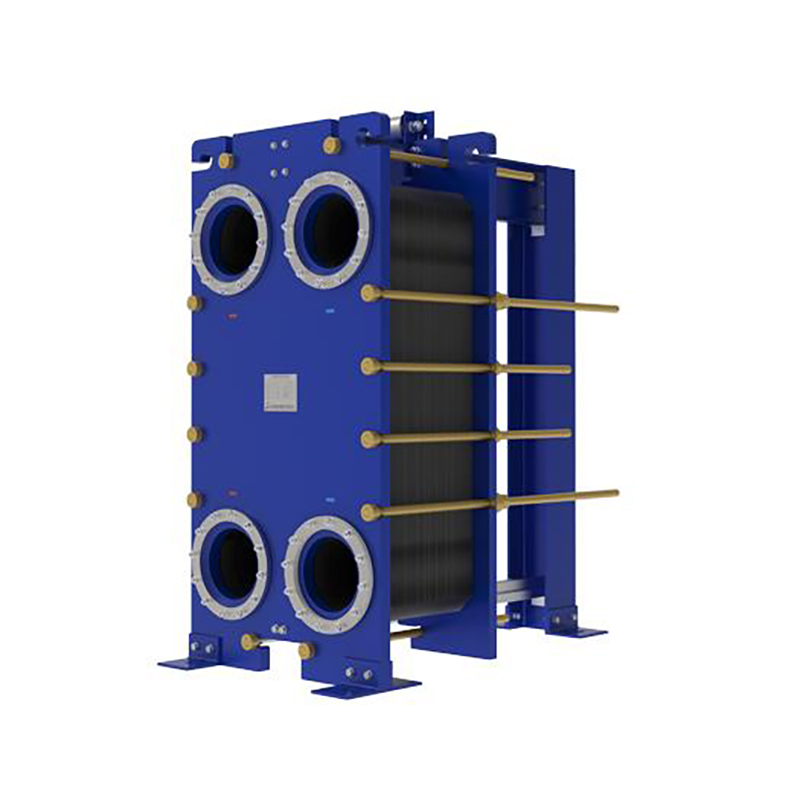
Slurry heat exchangers are specialized thermal equipment designed to efficiently transfer heat to or from fluids containing high concentrations of abrasive solid particles. Unlike standard heat exchangers that handle clean fluids, these systems are engineered to manage the unique challenges posed by slurries, including potential clogging, severe abrasion, and fouling. The core principle involves a mechanical design that prioritizes robustness, often utilizing large diameter tubes, specific tube layouts, and enhanced fluid velocities to keep solids in suspension and minimize particle settlement. Common types include scraped surface exchangers, which use mechanical blades to continuously clean the heat transfer surface, and wide-gap plate-and-frame or shell-and-tube designs that prevent blockages. The heat transfer process is governed by the same fundamental laws of thermodynamics—conduction and convection—but is optimized to account for the significantly altered thermophysical properties of the slurry mixture, such as its viscosity, specific heat capacity, and thermal conductivity, which differ markedly from those of the carrier liquid alone. This ensures stable and efficient operation in demanding industrial settings.
The operational principle of a slurry heat exchanger is fundamentally adapted to handle mixtures where solids are suspended in a liquid medium, making heat transfer complex due to settling, abrasion, and fouling. These exchangers mitigate these issues through tailored engineering. For instance, scraped surface heat exchangers incorporate rotating blades that continuously scrape the interior surface, preventing the buildup of solid deposits and maintaining a high heat transfer coefficient. This is critical because a fouled surface can reduce efficiency by over 50% in a short period. In shell-and-tube designs, configurations often feature large-diameter tubes (e.g., 1.5 to 2 inches or more), low tube counts, and arranged in a square pitch to allow for easier passage of solids. The flow velocity is carefully controlled; it must be high enough to maintain turbulent flow and prevent sedimentation (often above 2 m/s for many slurries) but not so high as to cause excessive erosion. The heat transfer calculation itself must account for the effective viscosity and solids content, which can reduce the overall heat transfer coefficient (U-value) by 20-60% compared to clean fluids. For example, a coal-water slurry might have a U-value ranging from 200 to 500 W/m²°K, whereas clean water would be over 1500 W/m²°K. Therefore, the design principle is not merely about applying standard equations but involves a meticulous balance between mechanical durability and thermal performance to ensure longevity and efficiency in applications like mineral processing, wastewater treatment, and chemical production.
Why Use a Slurry Heat Exchanger
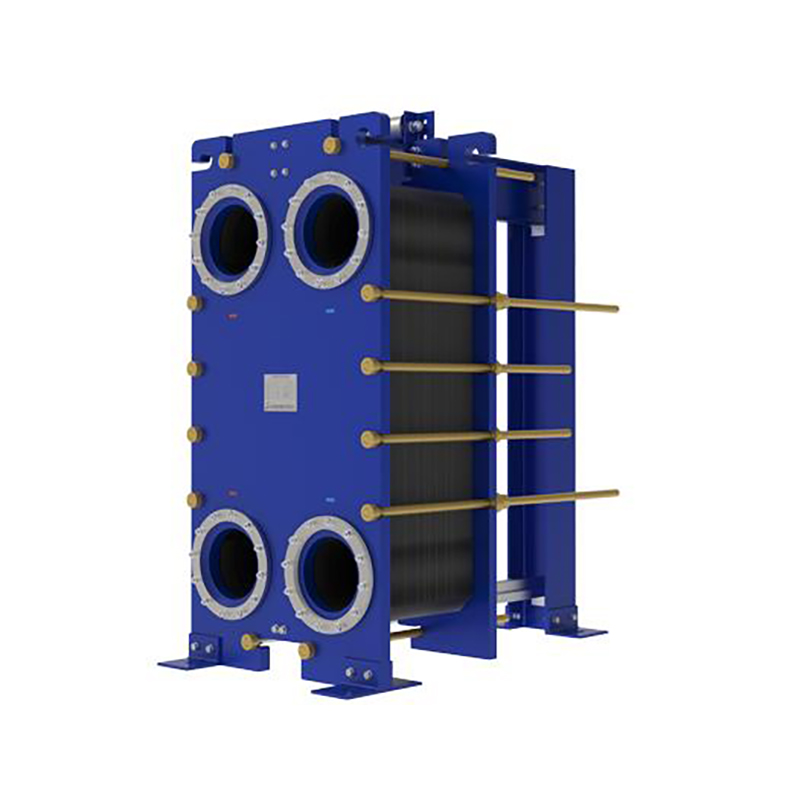
The decision to use a specialized slurry heat exchanger is driven by the critical need for operational reliability, maintenance cost reduction, and energy efficiency in processes involving abrasive or high-solid-content fluids. Standard heat exchangers rapidly fail in such environments due to clogging, severe erosion of thin tubes, and fouling that drastically cuts thermal performance. A dedicated slurry unit addresses these failures directly, offering a robust solution that ensures continuous process uptime and significant long-term economic benefits. They are not merely an alternative but a necessity for industries where slurries are a fundamental part of the production process, preventing costly shutdowns, replacement part expenses, and energy losses associated with inefficient heat transfer. The justification for their use is overwhelmingly economic and operational, providing a calculated return on investment by protecting the entire thermal system from the degrading effects of solids.
Implementing a slurry heat exchanger is primarily justified by the substantial operational and financial advantages it delivers over adapting standard equipment. The foremost reason is drastically reduced maintenance and downtime. Industry case studies and data show that a standard shell-and-tube exchanger handling a 30% solids limestone slurry might require tube bundle cleaning or replacement every 3-6 months due to erosion and clogging, leading to production halts and high labor costs. In contrast, a purpose-built slurry exchanger, with its abrasion-resistant materials like 316 stainless steel with wear plates or duplex stainless steels, and designs such as scraped surface or wide-gap plates, can operate for 2-3 years or more with minimal intervention. This translates to a direct reduction in maintenance costs by up to 60% annually. Secondly, they maintain energy efficiency. Fouling acts as an insulating layer, increasing energy consumption to achieve the same heating or cooling effect. For example, a mere 1mm scale buildup can increase energy usage by over 10%. Slurry exchangers prevent this, ensuring consistent U-values and potentially cutting energy costs by 15-25% compared to a fouled standard unit. Furthermore, they enable process reliability in critical applications like the cooling of fertilizer slurries or the heating of mining tailings, where a heat exchange failure can stop an entire production line. Data from mineral processing plants indicates that the use of robust slurry exchangers can increase overall plant availability by over 5%, a significant figure for high-volume operations. Ultimately, the investment is validated by lower total cost of ownership, sustained efficiency, and unparalleled reliability in the most challenging fluid handling scenarios.



















User Comments
Service Experience Sharing from Real Customers
Michael Chen
Process EngineerThis slurry heat exchanger has been a game-changer for our mineral processing plant. Its robust design handles abrasive slurries with minimal fouling, and the heat transfer efficiency is outstanding. Maintenance has been surprisingly straightforward. Highly recommended for tough applications.
Sarah Johnson
Plant ManagerWe installed three of these units for our wastewater treatment operation. The corrosion resistance is exceptional, and they have significantly reduced our energy costs for sludge temperature control. The reliability and performance are exactly as promised.
David Williams
Chief Chemical EngineerA very solid and well-built slurry heat exchanger. It integrates perfectly into our chemical production line for handling catalyst slurries. We've seen a marked improvement in temperature stability. Took one star off for a slightly longer delivery time, but the product itself is top-notch.
Emily Rodriguez
Production SupervisorOutstanding performance in our food processing plant for handling fruit pulp and concentrate slurries. The sanitary design and easy-clean features are fantastic. It's incredibly efficient and hygienic, which is critical for our industry.