Exhaust Heat Exchanger: Maximize Efficiency with Advanced Waste Heat Recovery Technology
Principle of Exhaust Heat Exchanger
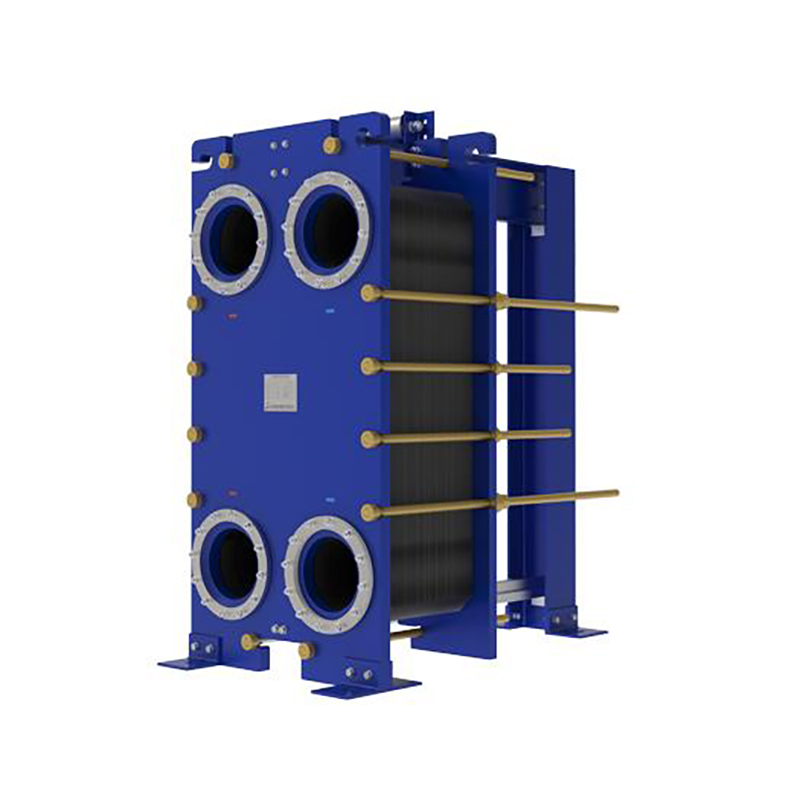
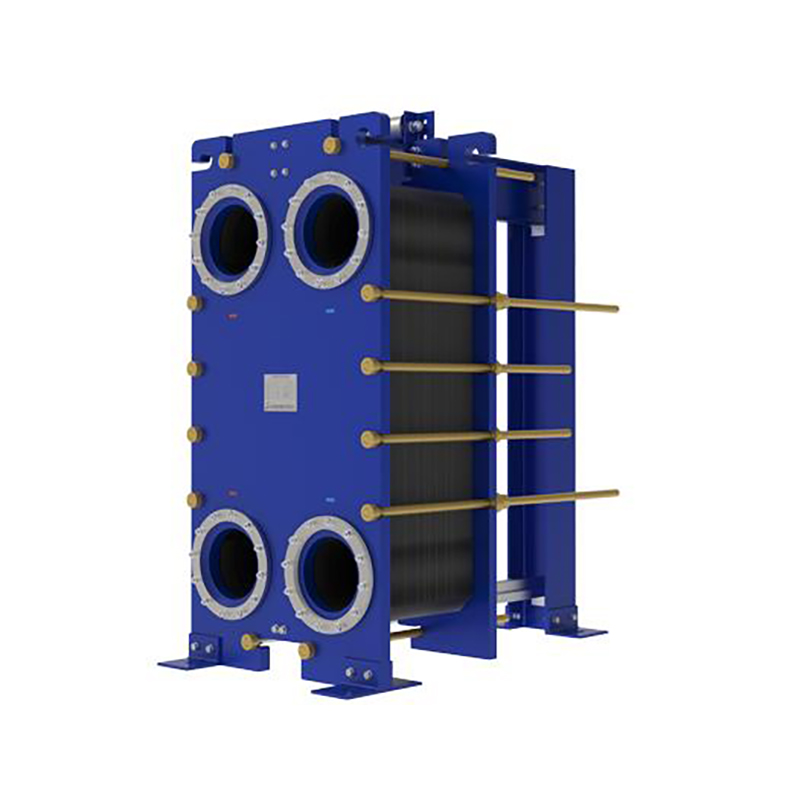
An exhaust heat exchanger operates on the fundamental principles of thermodynamics, specifically heat transfer, to capture and reuse thermal energy that would otherwise be wasted into the atmosphere. The core mechanism involves the transfer of heat from a hot exhaust stream, typically from an industrial process, combustion engine, or HVAC system, to a cooler fluid, which can be water, oil, air, or a process liquid. This is achieved through a conductive barrier, usually made from materials with high thermal conductivity such as stainless steel, copper, or aluminum alloys, which separates the two fluids while allowing efficient thermal energy exchange. Common designs include shell-and-tube, plate-type, and finned-tube heat exchangers, each optimized for specific temperature ranges, pressure drops, and fluid compatibility. The process is governed by the laws of convection, where heat moves from the hotter exhaust gases to the exchanger's walls, and conduction, where it moves through the material itself, before being transferred via convection again to the cooler secondary fluid. This entire process significantly increases the overall system efficiency by recycling thermal energy, thereby reducing the primary energy input required for heating applications or pre-heating needs in various industrial and commercial settings. The design is critical to minimize fouling, corrosion, and pressure loss, ensuring long-term reliability and consistent performance under demanding operational conditions.
Why Use Exhaust Heat Exchanger
Implementing an exhaust heat exchanger delivers substantial economic, environmental, and operational advantages, making it a critical component for sustainable energy management. The primary benefit is a drastic reduction in energy consumption; industries can recover between 40% to 70% of waste heat from exhaust streams, leading to direct fuel savings of 10% to 30%, according to data from the U.S. Department of Energy and European Commission studies on industrial efficiency. This directly translates to lower operational costs and a rapid return on investment, often within 1-3 years depending on the application's energy intensity. Environmentally, this technology is a cornerstone for reducing greenhouse gas emissions. For instance, a single large-scale boiler system equipped with an economizer-style exhaust heat exchanger can prevent the release of hundreds of tons of CO2 annually by decreasing the fuel required for steam generation. Furthermore, it enhances process stability by pre-heating combustion air or feedwater, which improves combustion efficiency and reduces thermal stress on equipment, thereby extending machinery lifespan and lowering maintenance costs. In combined heat and power (CHP) systems, exhaust heat recovery boosts the overall system efficiency to over 80%, compared to roughly 30-40% for conventional power generation alone. This makes it an indispensable technology for industries ranging from manufacturing and petrochemicals to food processing and commercial heating, aligning with global carbon reduction targets and corporate sustainability goals.



















User Comments
Service Experience Sharing from Real Customers
Michael Chen
Maintenance EngineerThis exhaust heat exchanger is incredibly efficient. We've integrated it into our HVAC system to pre-heat supply air, and it has significantly reduced our energy costs. The build quality is robust and it was surprisingly easy to install. A fantastic piece of engineering.
Sarah Johnson
Plant ManagerWe purchased several units for our manufacturing plant to capture waste heat from our ovens. The performance has been outstanding, leading to a noticeable drop in our natural gas consumption. The return on investment was much faster than we anticipated. Highly recommended for any industrial application looking to improve sustainability.
David Rodriguez
Marine EngineerInstalled this heat exchanger on a vessel to recover energy from the main engine exhaust. It's well-constructed and handles the marine environment well. We're now using the recovered heat for our freshwater generator and accommodation heating, cutting down on auxiliary boiler use. A solid and reliable product.
Emily Watkins
Sustainability ConsultantI specify these for clients looking to improve their building's energy efficiency. This particular model offers excellent heat transfer efficiency and is very versatile. The technical support from the manufacturer was also top-notch, helping with the integration specs. A key component for any green energy project.