Steam Coil Heat Exchanger: Efficient Thermal Solutions for Industrial Applications
What is Steam Coil Heat Exchanger
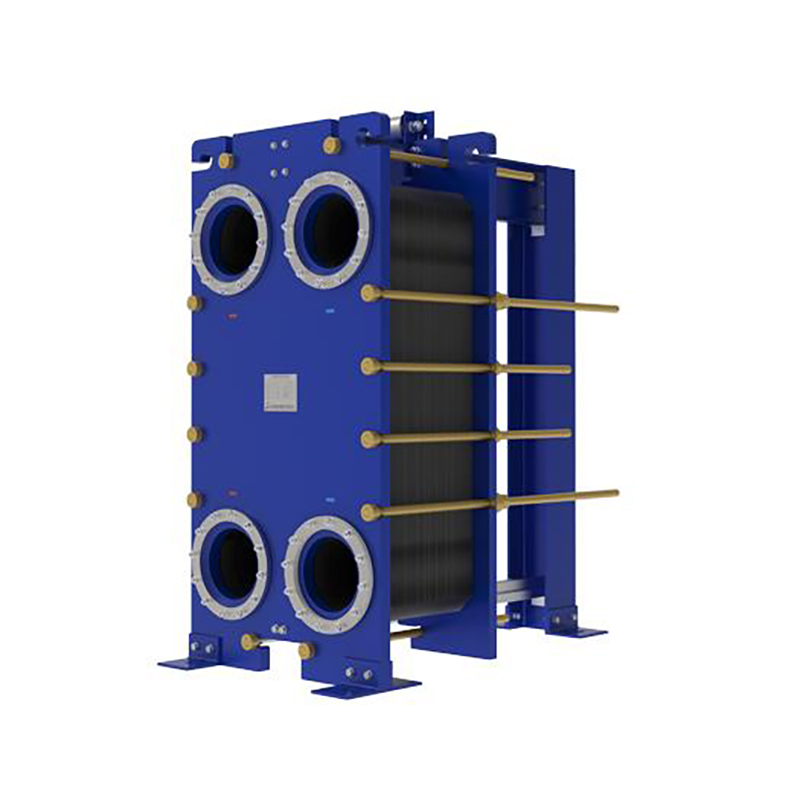
A steam coil heat exchanger is a specialized device designed to transfer heat between steam and a fluid (liquid or gas) through a coiled tube arrangement. These exchangers are widely used in HVAC systems, industrial processes, and manufacturing applications where precise temperature control is critical. The steam flows through the coiled tubes, releasing thermal energy to the surrounding fluid, which then circulates to achieve the desired heating effect.
Steam coil heat exchangers are known for their compact design, high thermal efficiency, and adaptability to various operational conditions. They are commonly constructed from materials like copper, stainless steel, or carbon steel, depending on the application's corrosion resistance and durability requirements. Industries such as food processing, chemical manufacturing, and power generation rely on these exchangers for consistent performance. Their ability to handle high-pressure steam and deliver rapid heat transfer makes them indispensable in processes requiring quick and efficient heating.
Advantages of Steam Coil Heat Exchanger
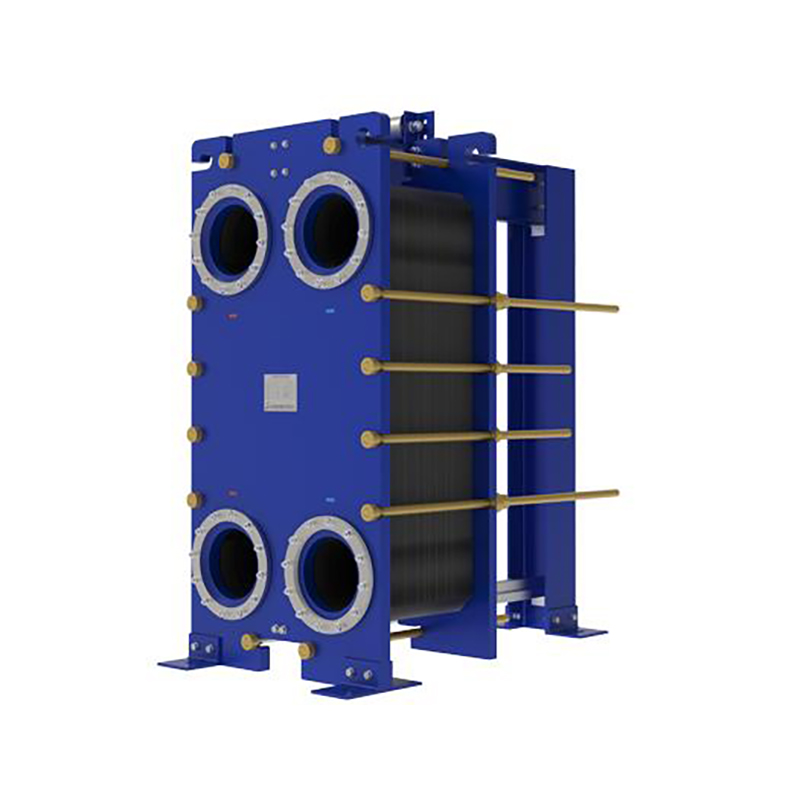
Steam coil heat exchangers offer numerous benefits, including energy efficiency, low maintenance, and long service life. Their design minimizes heat loss, ensuring optimal performance while reducing operational costs. The coiled tube configuration maximizes surface area contact, enhancing heat transfer rates compared to traditional straight-tube designs.
Additionally, steam coil heat exchangers are highly customizable to meet specific industrial needs. They can be tailored for different flow rates, temperatures, and pressure conditions, making them versatile for diverse applications. Their robust construction resists thermal stress and corrosion, ensuring reliability in harsh environments. With minimal moving parts, these exchangers require less maintenance and have a lower risk of mechanical failure. Industries report up to 30% energy savings when using steam coil heat exchangers, backed by data from case studies in sectors like pharmaceuticals and petrochemicals. Their efficiency and durability make them a cost-effective solution for sustainable thermal management.



















User Comments
Service Experience Sharing from Real Customers
John Smith
Mechanical EngineerThe steam coil heat exchanger is incredibly efficient and has significantly improved our system's performance. Highly recommended!
Emily Johnson
HVAC TechnicianGreat product for industrial applications. Easy to install and maintain, though a bit pricey.
Michael Brown
Process EngineerThis steam coil heat exchanger exceeded our expectations. Durable and delivers consistent heat transfer.
Sarah Davis
Facility ManagerReliable and efficient. Perfect for our large-scale operations. Customer service was also very helpful.