Industrial Heat Exchanger: High-Efficiency Thermal Solutions for Industrial Applications
What is an Industrial Heat Exchanger?
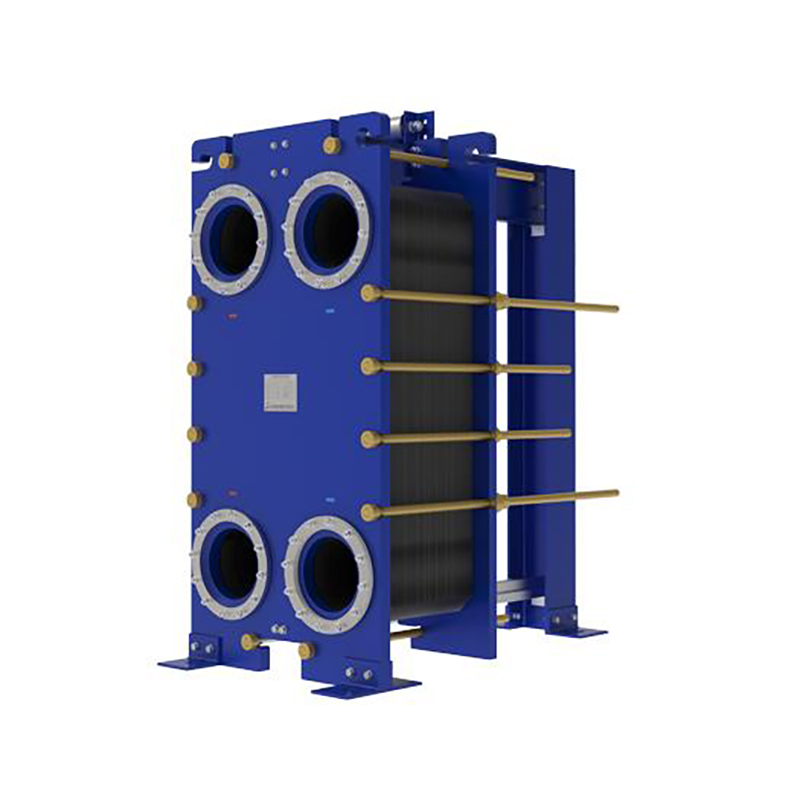
An industrial heat exchanger is a critical piece of equipment designed to efficiently transfer heat from one medium to another, playing a fundamental role in countless industrial processes. These devices are engineered to handle large-scale thermal loads, ensuring optimal temperature control in systems ranging from power generation and chemical processing to HVAC and refrigeration. The core principle involves a solid barrier, typically a series of tubes, plates, or coils, that separates the two fluids—be it liquid-to-liquid, gas-to-liquid, or gas-to-gas—preventing them from mixing while allowing thermal energy to pass through. Common types include shell and tube, plate and frame, and air-cooled heat exchangers, each selected based on factors like pressure, temperature, required efficiency, and the nature of the fluids involved. Their design is paramount for energy conservation, process safety, and overall system reliability, making them indispensable in industries where precise thermal management is non-negotiable for both product quality and operational efficiency.
Industrial heat exchangers are the unsung heroes of modern industry, enabling everything from electricity production to food and beverage manufacturing. In a typical shell and tube model, one fluid runs through a series of tubes while another fluid flows over them within a sealed shell, facilitating a large surface area for effective heat transfer. According to market analyses from sources like Grand View Research, the global industrial heat exchanger market size was valued at over USD 17 billion in 2022 and is expected to grow, underscoring their pervasive importance. In power plants, for instance, they are used in condensers to convert exhaust steam back into water, a vital step in the thermodynamic cycle. In the oil and gas sector, they preheat crude oil before distillation or cool down process streams. Chemical plants rely on them to maintain precise reaction temperatures, which is crucial for both safety and product consistency. Their applications extend to manufacturing, pharmaceuticals, and data centers, where managing waste heat is critical. The efficiency of these systems is often measured by their approach temperature and overall heat transfer coefficient (U-value), with advanced designs achieving exceptionally high rates of energy recovery, directly impacting fuel consumption and greenhouse gas emissions. Proper material selection, such as stainless steel, titanium, or specialized alloys, is also crucial to combat corrosion and fouling, ensuring longevity and consistent performance under demanding conditions.
Advantages of Industrial Heat Exchanger
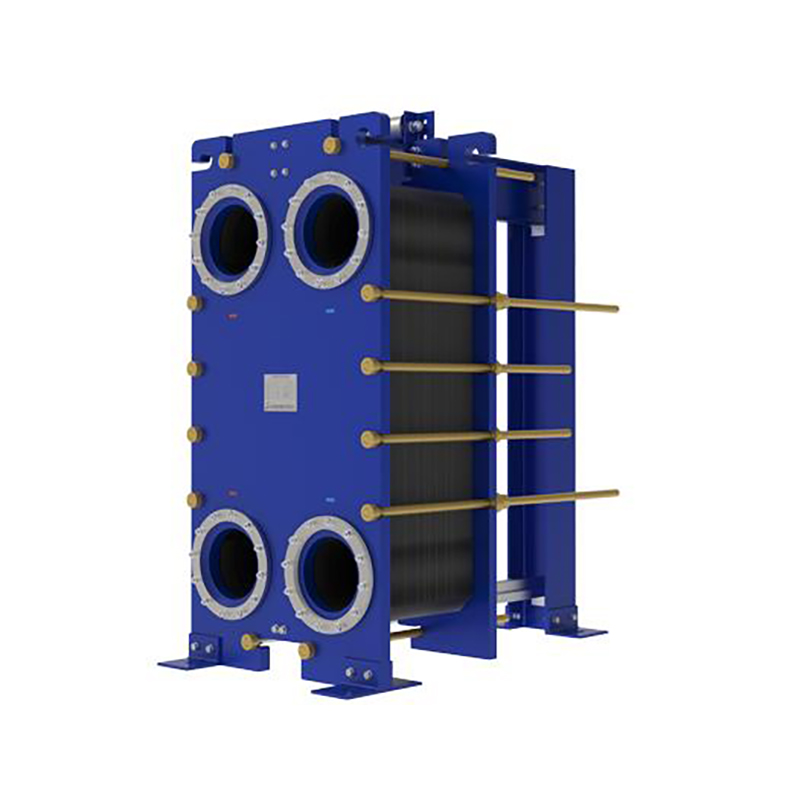
The primary advantages of industrial heat exchangers are profound, centering on massive energy efficiency, significant operational cost reduction, and enhanced environmental sustainability. By recovering and reusing thermal energy that would otherwise be wasted, these systems drastically lower the demand for primary heating or cooling sources. For example, a well-designed plate heat exchanger can boast thermal efficiency ratings exceeding 90%, capturing heat from exhaust gases or hot wastewater to preheat incoming fresh air or process fluids. This directly translates to lower fuel or electricity bills; case studies from manufacturers like Alfa Laval and SWEP often cite energy savings of 20-40% in various applications. Furthermore, they contribute to a substantial reduction in a facility's carbon footprint by lowering fossil fuel consumption. Beyond energy, their robust construction ensures remarkable reliability and durability, leading to less downtime and lower maintenance costs over a lifespan that can extend beyond 20 years. They also enable precise process temperature control, which is essential for maintaining product quality in industries like food processing or chemical synthesis. Their scalable and compact designs, particularly plate models, offer a high heat transfer surface-to-volume ratio, saving valuable floor space. Finally, by improving the overall efficiency of industrial processes, they help companies comply with increasingly stringent international energy regulations and environmental standards, making them not just an operational asset but a strategic one for sustainable manufacturing.



















User Comments
Service Experience Sharing from Real Customers
David Chen
Maintenance ManagerThis industrial heat exchanger has been a game-changer for our chemical processing plant. Its corrosion-resistant design handles our aggressive fluids perfectly, and the efficiency has significantly reduced our energy costs. The build quality is exceptional.
Sarah Wilkinson
Plant EngineerWe installed this unit in our power generation facility six months ago, and its performance has been flawless under constant high-pressure operation. The thermal efficiency is outstanding, and it has required zero maintenance. A incredibly reliable piece of equipment.
Michael Rodriguez
Production SupervisorAs a production supervisor in food and beverage, hygiene is our top priority. This heat exchanger's clean-in-place (CIP) capabilities are excellent and save us hours of downtime. It's robust, easy to maintain, and ensures consistent product temperature control.
James O'Connell
HVAC SpecialistI specified this heat exchanger for a large-scale district heating project, and it has exceeded all expectations. Its compact design saved valuable space, and its ability to handle massive heat transfer loads efficiently is impressive. A top-tier product for heavy industrial applications.