Steam Generator Heat Exchanger: High-Efficiency Thermal Transfer for Industrial Applications
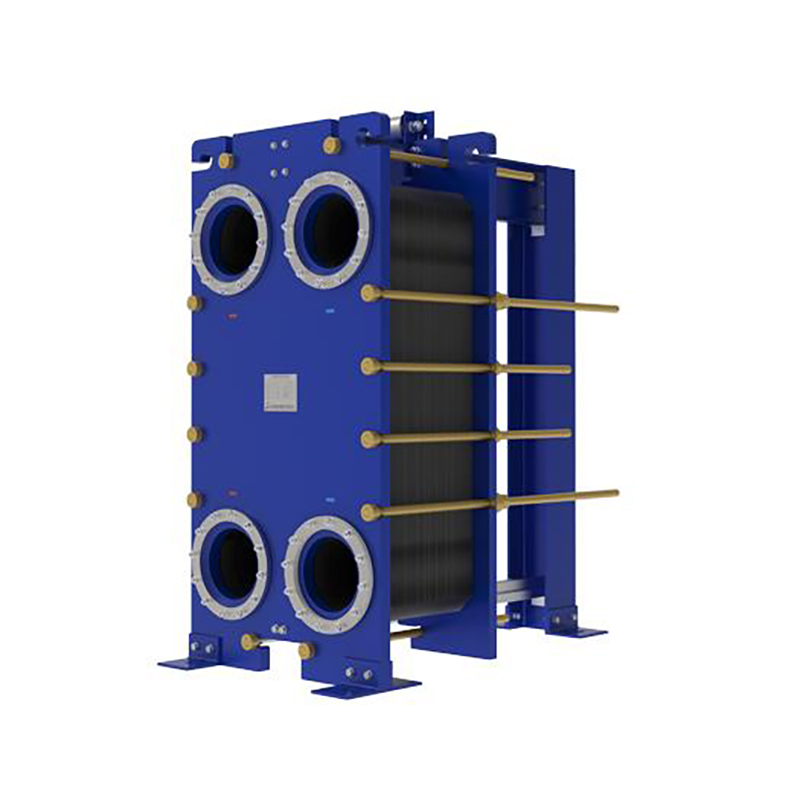
A Steam Generator Heat Exchanger operates on the fundamental principles of thermodynamics, specifically heat transfer. Its core function is to efficiently convert water into steam by transferring thermal energy from a primary heat source to a water circuit. The most common type is the shell and tube heat exchanger, where the heat source (often hot combustion gases from burning gas, oil, or biomass, or even thermal fluid) flows through a series of tubes. These tubes are enclosed within a large shell, and water is circulated around them. The immense thermal energy from the gases or fluid inside the tubes is conducted through the tube walls, heating the surrounding water to its boiling point, subsequently generating steam. The efficiency of this process is paramount and is influenced by the temperature difference between the heat source and the water, the surface area of the tubes (maximized through design and fins), and the conductive properties of the tube material, typically high-grade stainless steel or alloys to withstand high pressure and temperatures. This controlled transfer ensures maximum energy is extracted from the primary source and imparted to the water, minimizing waste. In some advanced designs, such as a boiler with an integrated economizer, the heat exchanger is staged. The economizer first pre-heats the incoming feed water using the lower-temperature flue gases exiting the primary exchanger, significantly boosting overall system efficiency by capturing waste heat that would otherwise be lost to the atmosphere. The design is meticulously engineered to handle high pressures, making it a critical and robust component in any steam generation system.
The application of these principles results in a highly efficient and reliable system. For instance, modern shell and tube heat exchangers in industrial steam boilers can achieve thermal efficiencies exceeding 90%, meaning over 90% of the fuel's energy is converted into usable heat for steam production. This is a significant improvement over older systems and is largely due to enhanced heat transfer surfaces and improved combustion technology. The large internal water volume provides inherent stability against rapid load changes and ensures consistent steam output. The design also allows for easy maintenance and cleaning, as tube bundles can often be removed for servicing or replacement without dismantling the entire shell. This is crucial for minimizing downtime in continuous industrial processes. Data from industry leaders like Bosch Thermotechnology and Cleaver-Brooks indicate that their premium firetube steam boiler systems, which utilize this heat exchanger technology, can deliver operational efficiencies up to 94% or higher through the use of condensing technology, which further cools the flue gases to recover latent heat. The robust construction from materials like SA-516 carbon steel or 304/316 stainless steel ensures longevity and compliance with strict ASME codes for pressure vessel safety. These exchangers are designed for a long service life, often decades, with proper water treatment and maintenance, providing a strong return on investment.
Why Use a Steam Generator Heat Exchanger



















User Comments
Service Experience Sharing from Real Customers
Robert Chen
Mechanical EngineerExceptional thermal efficiency and robust construction. This steam generator heat exchanger has significantly improved our plant's energy recovery process. The maintenance requirements are minimal and the performance is consistently reliable under high-pressure conditions.
Sarah Johnson
Process TechnicianOutstanding heat transfer capabilities with precise temperature control. The compact design saved us valuable floor space while delivering superior steam quality. An excellent investment for our chemical processing operations that exceeded all performance expectations.
David Williams
Facility ManagerHighly efficient and durable unit that has reduced our energy consumption by 18%. The installation was straightforward and the manufacturer's technical support was excellent. Minor issues with initial calibration were quickly resolved by their engineering team.
Emily Rodriguez
HVAC SpecialistThis heat exchanger delivers exceptional performance in our district heating system. The corrosion-resistant materials have held up perfectly against challenging water conditions, and the thermal efficiency remains optimal even after continuous operation. A truly reliable component.