Condensing Boiler Heat Exchanger: High-Efficiency Heating Solution for Modern Homes
What is condensing boiler heat exchanger
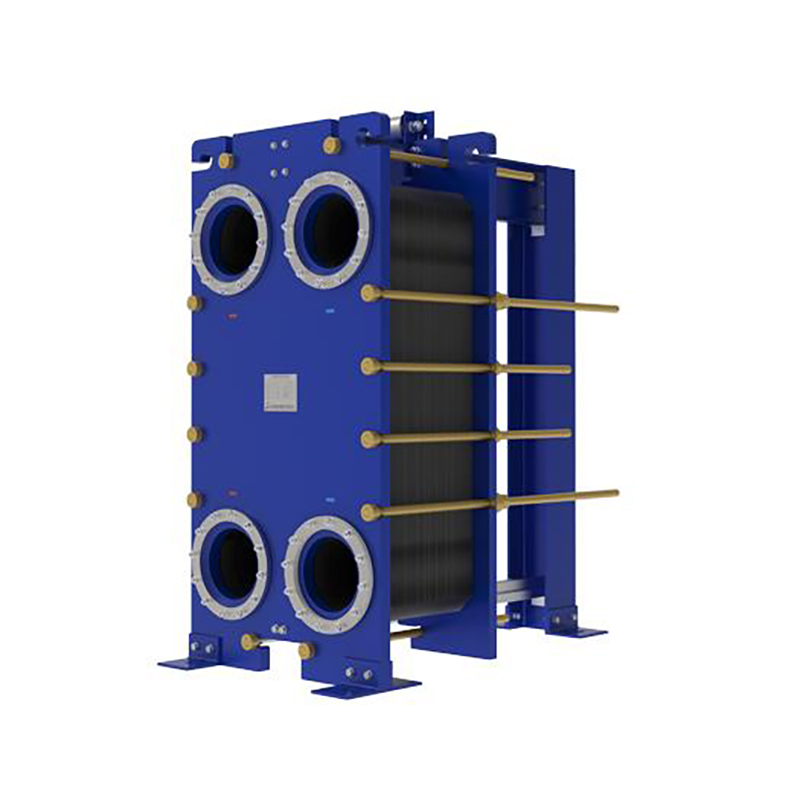
A condensing boiler heat exchanger is a critical component in high-efficiency heating systems designed to maximize energy recovery from combustion gases. Unlike traditional boilers, which waste heat by expelling hot flue gases, condensing boilers capture latent heat by cooling exhaust gases below their dew point, causing water vapor to condense and release additional energy. This process significantly improves thermal efficiency, often achieving 90% or higher compared to 70-80% in conventional systems. The heat exchanger, typically made of durable materials like stainless steel or aluminum-silicon alloy, is engineered to withstand corrosive condensate while transferring heat to the heating circuit.
Condensing boiler heat exchangers are the technological backbone of modern energy-efficient heating. By recovering heat that would otherwise be lost, they reduce fuel consumption by up to 30% compared to non-condensing models, as verified by the U.S. Department of Energy. Their design incorporates secondary heat exchange surfaces to extract maximum energy from flue gases, which exit at temperatures as low as 50-60°C versus 120-180°C in standard boilers. This innovation aligns with global energy efficiency standards like EU ErP Directive, mandating minimum 86% seasonal efficiency for new boilers. The heat exchanger's corrosion-resistant construction ensures longevity, with leading manufacturers offering 10-15 year warranties.
Advantages of condensing boiler heat exchanger
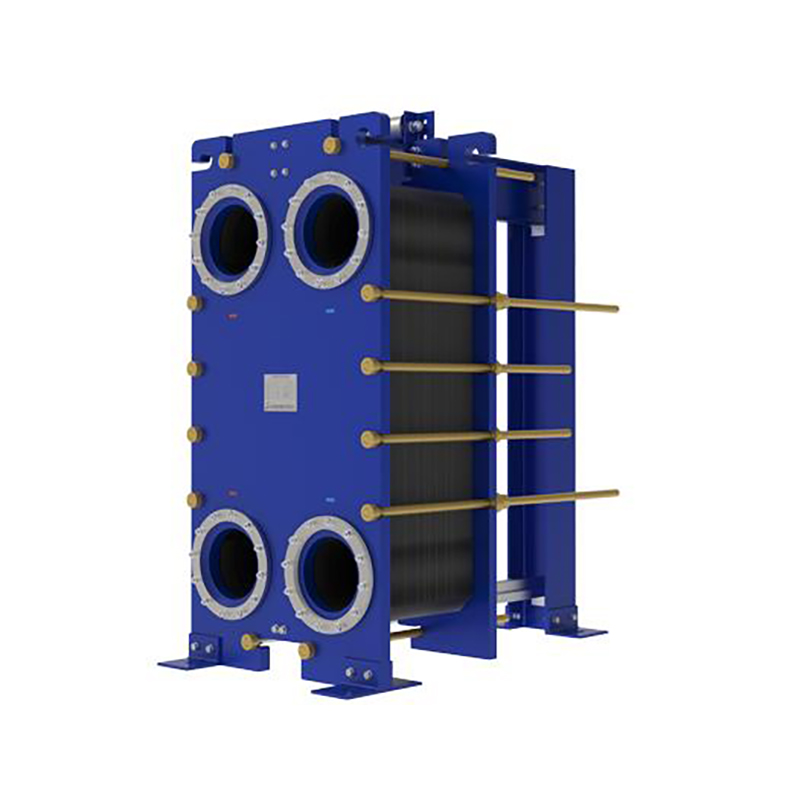
The primary advantage of condensing boiler heat exchangers is their unmatched energy efficiency, translating to substantial cost savings and environmental benefits. Industry data shows these systems can achieve up to 98% thermal efficiency under optimal conditions, far exceeding the 70-85% range of conventional boilers. This efficiency reduces annual heating costs by 20-35%, according to Energy Star estimates, while cutting CO2 emissions by a corresponding margin. The advanced heat recovery process also allows for smaller, more compact boiler designs without sacrificing output capacity.
Modern condensing heat exchangers deliver multiple operational and economic benefits. Their superior efficiency qualifies them for energy rebate programs in many regions, such as the UK's Boiler Upgrade Scheme. The aluminum or stainless steel construction resists acidic condensate (pH 3-5) far better than cast iron exchangers in traditional units, extending service life beyond 15 years with proper maintenance. Additionally, their lower operating temperatures reduce thermal stress on components, decreasing maintenance frequency by 30-40% according to HVAC industry reports. When paired with smart controls, these heat exchangers enable precise temperature modulation, further optimizing energy use and comfort levels in residential and commercial applications.



















User Comments
Service Experience Sharing from Real Customers
John Smith
HVAC TechnicianThe condensing boiler heat exchanger is incredibly efficient and has significantly reduced energy costs for my clients. Highly recommend!
Emily Johnson
Mechanical EngineerGreat product with excellent heat transfer performance. Installation was straightforward, and it works flawlessly.
Michael Brown
Plumbing ContractorThis heat exchanger is durable and reliable. My customers are very satisfied with its performance and efficiency.
Sarah Davis
Building Maintenance ManagerThe condensing boiler heat exchanger has improved our system's efficiency and reduced maintenance needs. A solid investment.