Heat Exchange Products: Principles, Applications, and Performance Advantages
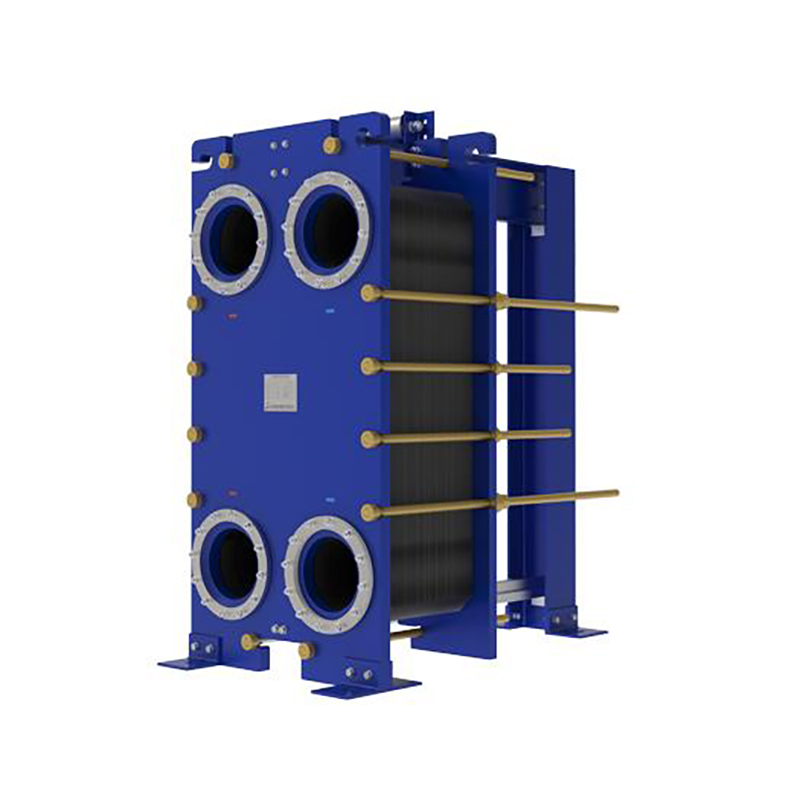
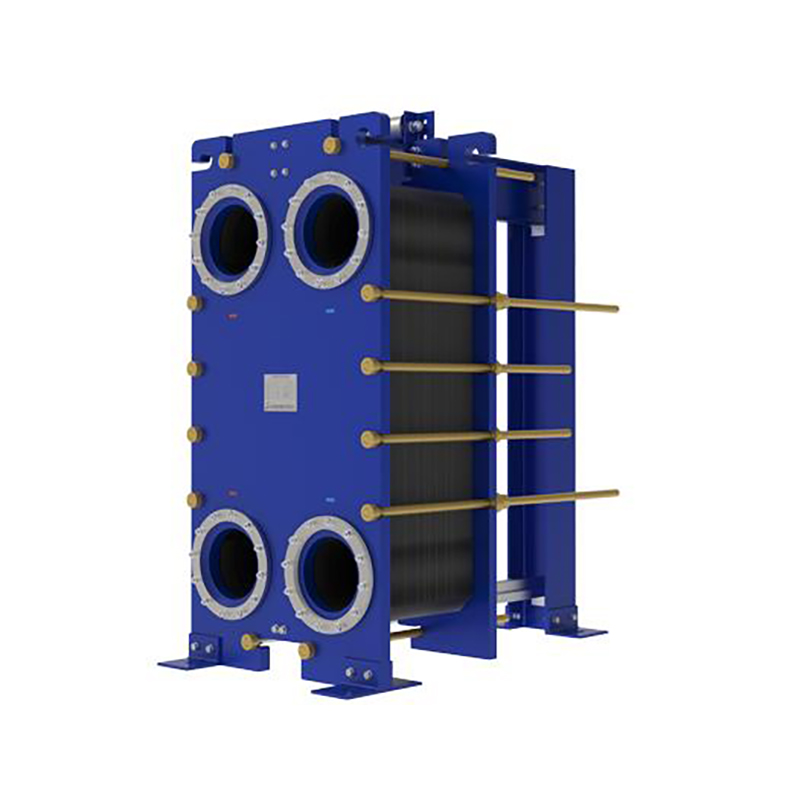
Heat exchange products are fundamental components in thermal management systems, operating on the core principle of transferring thermal energy between two or more fluids without mixing them. This process is governed by the laws of thermodynamics, primarily conduction and convection, and is facilitated by a solid interface, typically a series of tubes, plates, or fins. The primary configurations include shell and tube, plate, and air-cooled heat exchangers, each designed to maximize the surface area for efficient heat transfer while maintaining a clear separation between the media. The driving force is the temperature difference between the hot and cold streams; heat naturally flows from the higher-temperature fluid to the lower-temperature one. The efficiency of this transfer is quantified by the overall heat transfer coefficient (U-value), a critical performance metric that depends on the materials used (such as stainless steel, titanium, or copper alloys), the fluid properties, flow rates, and the turbulence induced by the design. Advanced designs often incorporate fins or corrugated patterns to further enhance turbulence and surface area, significantly boosting thermal efficiency. These products are engineered to handle a vast range of temperatures and pressures, making them indispensable in processes where precise temperature control is paramount for both operational success and safety.
The application of these fundamental principles is what makes modern industrial processes viable and efficient. In the power generation sector, for instance, heat exchangers are critical in condensers and feedwater heaters within steam cycles. Data from the Electric Power Research Institute (EPRI) indicates that improving heat exchanger efficiency in a coal-fired power plant by just 1% can lead to a significant reduction in fuel consumption, translating to lower operating costs and reduced emissions. In the oil and gas industry, shell and tube heat exchangers are ubiquitous in crude oil refining, particularly in distillation columns and catalytic cracking units, where they cool process streams or recover heat for reuse. The chemical processing industry relies heavily on plate heat exchangers for their compact size and high efficiency in duties involving sensitive temperature control, such as in polymer production or pharmaceutical manufacturing. HVAC systems represent another massive market, where air-cooled heat exchangers (condensers and evaporators) are essential for climate control in commercial and residential buildings. The International Energy Agency (IEA) highlights that high-efficiency HVAC systems, which depend on advanced heat exchangers, can reduce global energy consumption for cooling by an estimated 20% by 2030. Furthermore, emerging sectors like renewable energy, including concentrated solar power (CSP) and geothermal plants, are entirely dependent on robust heat exchanger networks to convert thermal energy into electricity, underscoring their role in the sustainable energy transition.
Why Use Heat Exchange Products
The decision to utilize specialized heat exchange products is driven by the critical need for enhanced energy efficiency, operational cost reduction, regulatory compliance, and improved process safety. In an era of rising energy costs and stringent environmental regulations, these components are not merely accessories but are central to the economic and environmental viability of industrial operations. They directly address the core challenges of waste heat recovery, system miniaturization, and precise thermal control, which are universal across manufacturing and processing industries. The return on investment is clearly demonstrated through lower utility bills, reduced carbon footprint, and increased production capacity without a corresponding increase in energy input. By optimizing thermal processes, companies can achieve significant sustainability targets, meet international standards like ISO 50001 for energy management, and gain a competitive advantage in markets that increasingly value green manufacturing practices. The versatility of these products allows them to be tailored for extreme conditions, from cryogenic applications to high-pressure steam systems, ensuring reliability and longevity while minimizing downtime and maintenance costs.
Implementing high-performance heat exchange products yields substantial and measurable benefits. A prominent advantage is dramatic energy savings. For example, the U.S. Department of Energy (DOE) reports that waste heat recovery systems, which are built around heat exchangers, can improve overall industrial energy efficiency by 10% to 50%, depending on the process. In a practical case, a chemical plant installing a new plate heat exchanger for effluent cooling might recover enough thermal energy to pre-heat incoming process streams, reducing the load on its primary heaters and cutting natural gas consumption by over 20% annually. This directly translates to lower operating expenses and a rapid payback period, often less than two years. Beyond economics, there is a strong environmental imperative. The EPA notes that improving industrial energy efficiency is one of the most effective strategies for reducing greenhouse gas emissions. Furthermore, the compact footprint of modern plate and compact heat exchangers allows for significant space savings compared to older, traditional designs like large shell and tube units, enabling facility expansions or new installations in constrained spaces. This is crucial in industries like marine and offshore oil & gas, where every square meter is at a premium. Enhanced process control is another key benefit; precise temperature management ensures consistent product quality in industries like food and beverage (e.g., pasteurization) and pharmaceuticals (e.g., reactor temperature control), reducing waste and ensuring compliance with health and safety standards.



















User Comments
Service Experience Sharing from Real Customers
Michael Reynolds
Facility ManagerThe plate heat exchanger we purchased has been incredibly efficient. It drastically reduced our energy costs for heating our large building complex. The build quality is outstanding and it integrated seamlessly with our existing system. A top-tier product that delivers on its promises.
Sarah Chen
Process EngineerAs a process engineer in food production, temperature control is critical. This shell and tube heat exchanger provides precise and consistent cooling for our pasteurization line. It's hygienic, easy to clean, and incredibly reliable under constant use. An essential piece of equipment for our operation.
David Rodriguez
HVAC TechnicianI've installed many heat recovery ventilators (HRVs), and this model is among the best. The heat exchange core is highly effective, and the unit is much quieter than competitors. The installation was straightforward. It's a great product for improving indoor air quality and energy efficiency in homes.
Jennifer Williams
Plant Operations DirectorWe retrofitted our chemical processing plant with their custom-designed heat exchange system. The engineering support was exceptional, and the performance has exceeded all expectations. It handles our corrosive fluids perfectly and has significantly improved our process stability and reduced downtime. A fantastic investment.