Heat Exchanger Bundle: High-Efficiency Thermal Solutions for Industrial Applications
What is Heat Exchanger Bundle
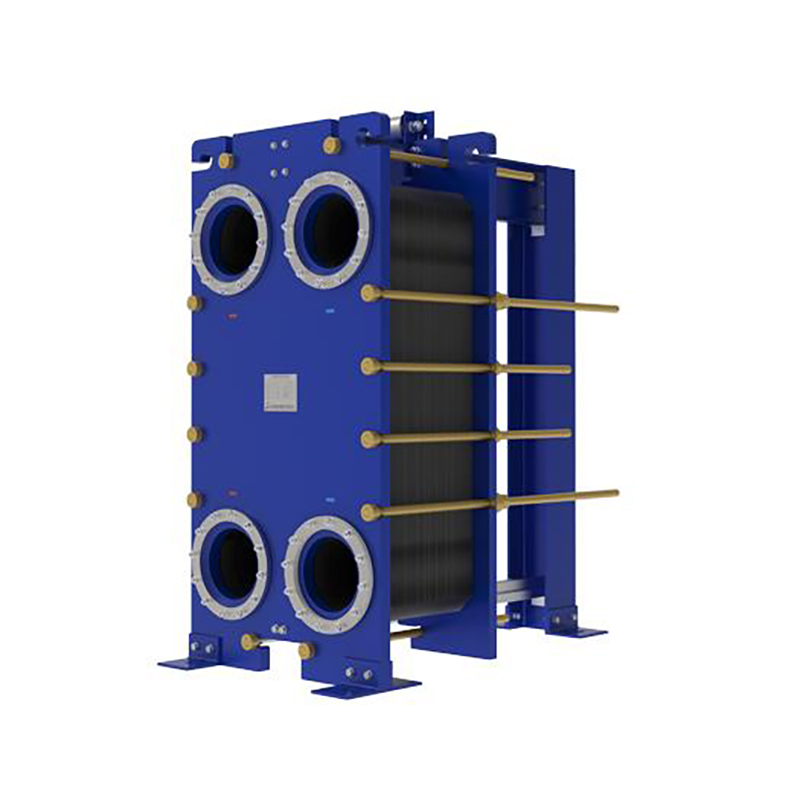
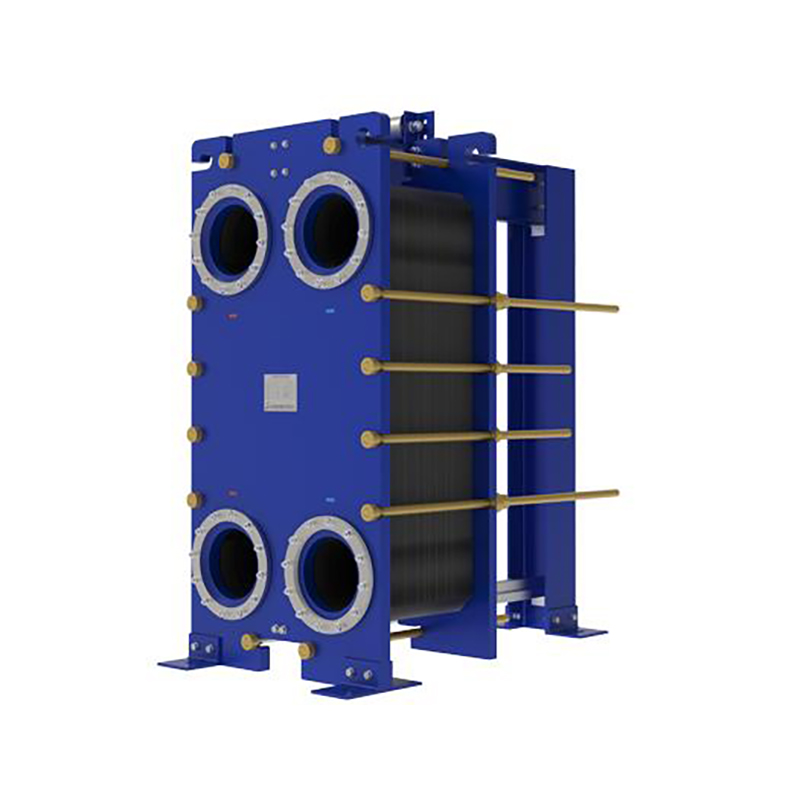
A heat exchanger bundle is a core component of a heat exchanger system, consisting of a series of tubes, fins, plates, or coils designed to transfer thermal energy between two or more fluids. These bundles are engineered to maximize heat transfer efficiency while minimizing energy loss, making them essential in industries such as oil and gas, chemical processing, power generation, and HVAC. The design and materials (e.g., stainless steel, titanium, or copper alloys) are tailored to specific operational demands, including high pressure, corrosive environments, or extreme temperatures.
Heat exchanger bundles are critical for optimizing industrial processes by recovering waste heat, reducing fuel consumption, and improving system sustainability. Their configurations—such as shell-and-tube, plate-and-frame, or air-cooled—are selected based on application requirements. For instance, shell-and-tube bundles dominate the oil refining sector due to their durability and high heat transfer rates, while plate-type bundles are preferred in food processing for their compact design and ease of cleaning. Leading manufacturers like Alfa Laval, Kelvion, and API Heat Transfer produce industry-certified bundles compliant with ASME, TEMA, and PED standards, ensuring reliability and safety.
Why Choose Heat Exchanger Bundle
Selecting a high-quality heat exchanger bundle translates to long-term cost savings, operational efficiency, and environmental compliance. Modern bundles incorporate advanced technologies like enhanced tube surfaces (e.g., rifled or coated tubes) to boost thermal performance by up to 30%, as evidenced by case studies from Dow Chemical and ExxonMobil. Their modular designs also simplify maintenance, reducing downtime by 20–40% compared to outdated systems, according to industrial maintenance reports.
Investing in a premium heat exchanger bundle ensures compliance with stringent emissions regulations (e.g., EPA and EU directives) by improving energy recovery rates. For example, waste heat recovery systems using optimized bundles can cut CO2 emissions by 15–25%, as reported by the U.S. Department of Energy. Additionally, corrosion-resistant materials like duplex stainless steel extend service life by 50% in aggressive environments, per NACE International data. Global market trends indicate a 6.8% CAGR growth (2023–2030, Grand View Research), driven by demand for energy-efficient solutions, underscoring the bundle’s strategic value in industrial upgrades.



















User Comments
Service Experience Sharing from Real Customers
John Smith
Mechanical EngineerThe heat exchanger bundle is exceptionally efficient and well-designed. It has significantly improved our plant's thermal performance. Highly recommended!
Emily Johnson
Process EngineerGreat quality and durability. The heat exchanger bundle met all our expectations and was easy to install. Minor improvements in documentation would make it perfect.
Michael Brown
HVAC TechnicianOutstanding performance and reliability. This heat exchanger bundle has reduced energy costs in our facility by 15%. Will definitely purchase again!
Sarah Davis
Plant ManagerThe heat exchanger bundle works flawlessly under high-pressure conditions. Delivery was prompt, and customer support was responsive. Very satisfied overall.