Heat Exchanger Heater: Efficient Industrial Heating Solutions for Optimal Performance
What is Heat Exchanger Heater
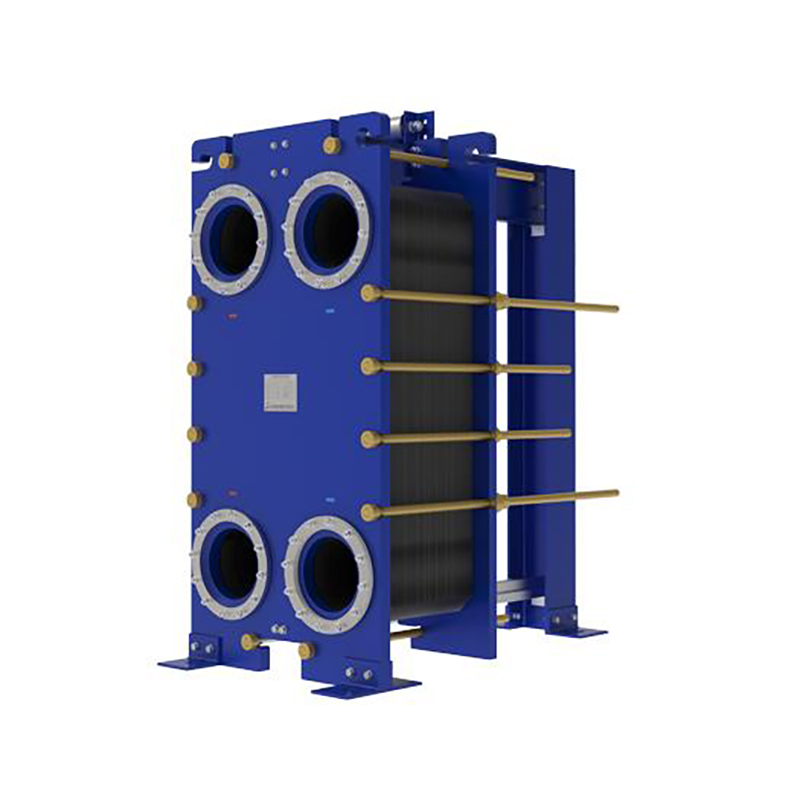
A heat exchanger heater is a specialized device designed to transfer thermal energy between two or more fluids, typically for industrial or commercial heating applications. These systems are engineered to maximize efficiency by recovering waste heat or utilizing external energy sources to maintain precise temperature control in processes such as chemical manufacturing, power generation, and HVAC systems.
Heat exchanger heaters are critical in industries where energy efficiency and cost savings are paramount. They operate by transferring heat from a hot fluid (e.g., steam or combustion gases) to a cooler fluid (e.g., water or air) without direct mixing. This process ensures minimal energy loss while maintaining consistent performance. Common types include shell-and-tube, plate, and finned-tube heat exchangers, each suited for specific applications. For instance, shell-and-tube models are widely used in oil refineries due to their durability, while plate heat exchangers excel in food processing for their compact design and easy maintenance. According to industry reports, heat exchangers can improve energy efficiency by up to 40%, significantly reducing operational costs.
Why Choose Heat Exchanger Heater
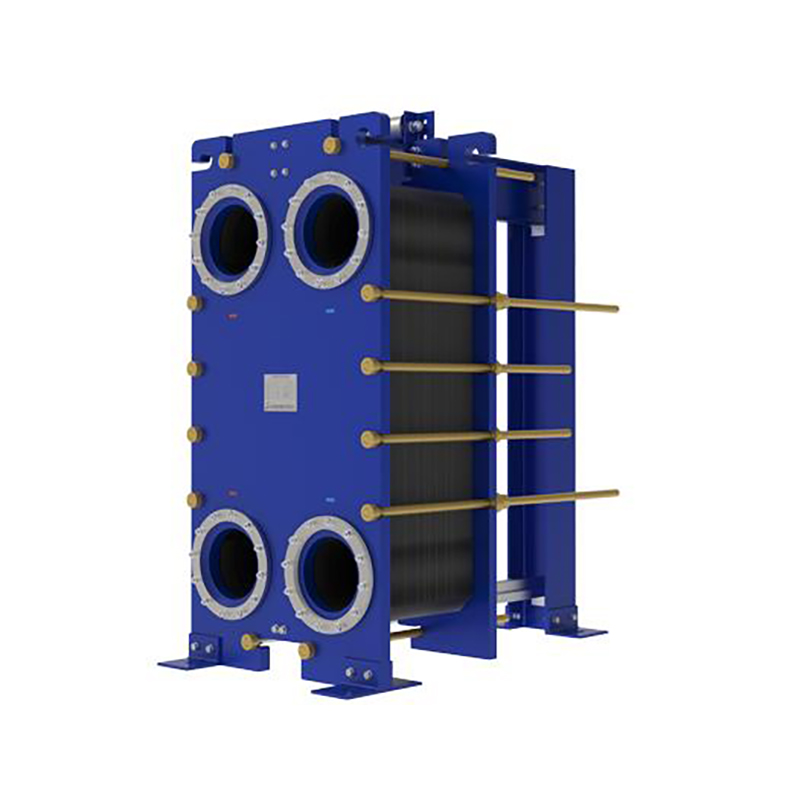
Selecting a heat exchanger heater offers unparalleled advantages in energy efficiency, durability, and operational flexibility. These systems are designed to meet stringent industry standards, ensuring reliable performance even in demanding environments. Their ability to recover and reuse waste heat makes them a sustainable choice, aligning with global efforts to reduce carbon emissions.
Industries prioritize heat exchanger heaters for their long-term cost savings and low maintenance requirements. For example, a study by the U.S. Department of Energy highlights that heat recovery systems can cut energy consumption by 20–30% in manufacturing plants. Additionally, modern designs incorporate advanced materials like stainless steel or titanium, enhancing corrosion resistance and extending lifespan. Businesses also benefit from customizable configurations, allowing integration with existing infrastructure. With rising energy costs, investing in a high-efficiency heat exchanger heater translates to faster ROI and compliance with environmental regulations, making it a smart choice for forward-thinking enterprises.



















User Comments
Service Experience Sharing from Real Customers
John Smith
Mechanical EngineerThe heat exchanger heater is incredibly efficient and has significantly improved our system's performance. Highly recommended!
Emily Johnson
HVAC TechnicianGreat product! The heat exchanger heater works flawlessly and has reduced our energy costs. Installation was straightforward.
Michael Brown
Plant ManagerThis heat exchanger heater has exceeded our expectations. It's durable, efficient, and has minimal maintenance requirements.
Sarah Davis
Chemical EngineerThe heat exchanger heater is a reliable addition to our setup. It performs well under high demand and has improved our process efficiency.