





5 key roles of plate heat exchanger gaskets.
Plate heat exchanger gaskets perform 5 key roles: ...
More
Select the most popular foreign trade service products to meet your diverse needs
Learn more about the dynamics and professional knowledge of the foreign trade industry

Plate heat exchanger gaskets perform 5 key roles: ...
More
A gasket in heat exchanger seals surfaces, blocks ...
More
API 662 defines standards for plate heat exchanger...
More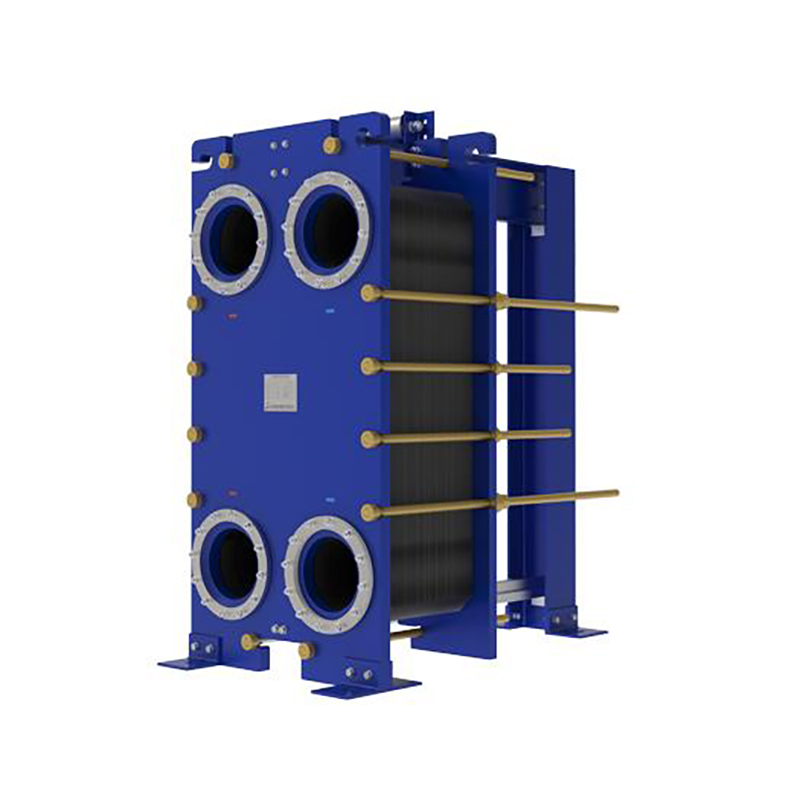
Compare top frame plate heat exchanger models for ...
More
User reviews show the american standard heat excha...
More
You can see clear differences between welded block...
MoreSelect the most popular foreign trade service products to meet your diverse needs








User Comments
Service Experience Sharing from Real Customers
Emily Johnson
Process EngineerThe heat exchanger has significantly improved our production efficiency. It's reliable and easy to maintain, making it a great investment for our pharmaceutical processes.
Michael Chen
Quality Control ManagerThis heat exchanger meets all our regulatory requirements and performs consistently under high-pressure conditions. Minor adjustments were needed during installation, but overall, it's excellent.
Sarah Williams
Production SupervisorWe've been using this heat exchanger for six months, and it has drastically reduced downtime. The design is compact, which saves space in our facility. Highly recommended!
David Rodriguez
Maintenance TechnicianThe heat exchanger is durable and handles high temperatures well. Cleaning is straightforward, which is crucial for pharmaceutical hygiene standards. A few more customization options would be perfect.