Heat Recovery Heat Exchanger: Maximize Efficiency & Reduce Energy Costs | [Your Brand Name]
A Heat Recovery Heat Exchanger (HRHX) is a device designed to transfer waste heat from one process stream to another, significantly improving overall system efficiency and reducing energy consumption. By capturing and reusing thermal energy that would otherwise be lost to the environment, these systems are fundamental in achieving substantial cost savings and lowering the carbon footprint of industrial, commercial, and residential applications.
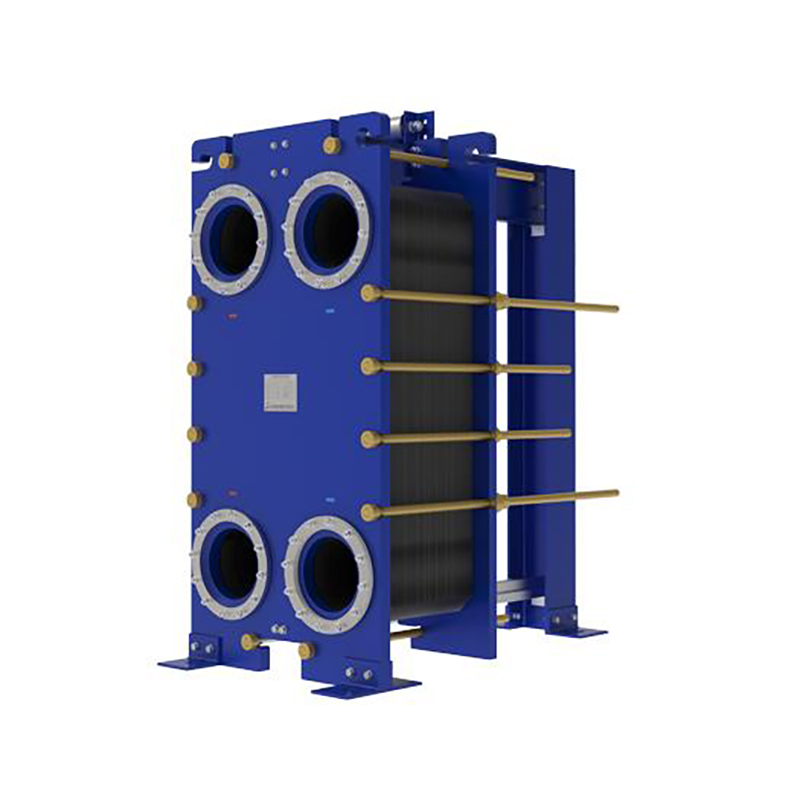
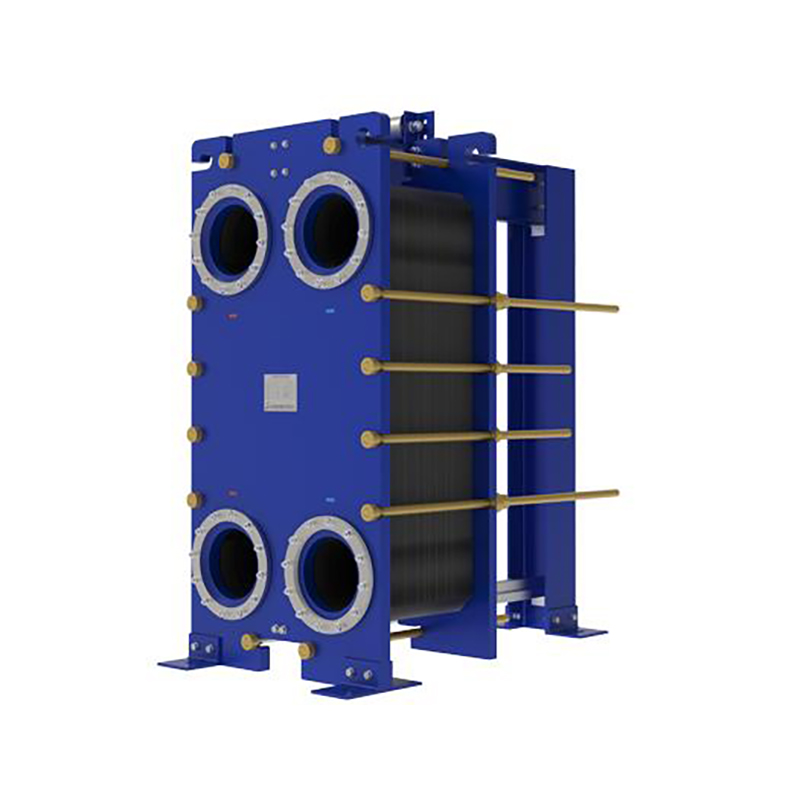
The core principle of a heat recovery heat exchanger is based on the second law of thermodynamics, facilitating the transfer of thermal energy from a hot medium to a cooler one without the two streams directly mixing. This process is achieved through a solid barrier, typically made of materials with high thermal conductivity like metals (stainless steel, aluminum, copper), which separates the fluids while allowing heat to pass through. Common configurations include shell-and-tube, plate, and rotary regenerators (thermal wheels), each suited to specific temperature, pressure, and contamination requirements. For instance, plate heat exchangers offer high efficiency in a compact form due to their large surface area, while shell-and-tube designs handle high-pressure applications. The effectiveness of this heat transfer is measured by metrics like efficiency (often 60-85% for air-to-air systems) and temperature exchange efficiency. The process is entirely passive, harnessing existing energy flows, which makes it a cornerstone of sustainable engineering practices by turning waste into a valuable resource.
Why Use a Heat Recovery Heat Exchanger
The primary reason to use a heat recovery heat exchanger is to achieve dramatic reductions in energy costs and environmental impact. In an era of high energy prices and stringent emissions regulations, the economic and compliance benefits are undeniable. For example, the U.S. Department of Energy highlights that industrial waste heat recovery can improve efficiency by 10% to 50% in many applications. In practical terms, a well-designed system can recover between 60% and 95% of the available waste heat, depending on the temperature differential and the technology used. This directly translates to lower fuel requirements for heating or less electricity for cooling, slashing operational expenses. Beyond direct savings, HRHX systems reduce the load on primary heating and cooling equipment (like boilers and chillers), extending their operational lifespan and reducing maintenance costs. Furthermore, by decreasing the demand for energy generated from fossil fuels, companies can significantly lower their greenhouse gas emissions (CO2, NOx), helping them meet sustainability goals, comply with carbon tax schemes, and enhance their corporate social responsibility profile. The return on investment (ROI) for these systems is often highly attractive, with payback periods frequently ranging from 6 months to 3 years based on the scale and application, making them not just an ecological choice but a shrewd financial one.



















User Comments
Service Experience Sharing from Real Customers
Michael Rodriguez
Facilities ManagerThis heat recovery unit has drastically reduced our building's energy costs. The installation was straightforward, and the build quality is exceptional. We're already seeing a significant return on investment.
Sarah Chen
Process EngineerAn outstanding piece of equipment. The thermal efficiency is even better than advertised. It has been running flawlessly in our production line, capturing waste heat that we now reuse, making our process much more sustainable and cost-effective.
David Kim
HVAC TechnicianI've installed many heat exchangers, and this one is top-tier. The compact design makes it easy to fit into tight mechanical rooms, and the performance is robust. The documentation could be slightly better, but overall, a very reliable product.
Emily Watson
Sustainability OfficerIntegrating this heat recovery system was a key part of our strategy to lower our carbon footprint. It's incredibly efficient and has helped us cut our natural gas consumption substantially. Highly recommend for any business focused on green initiatives.