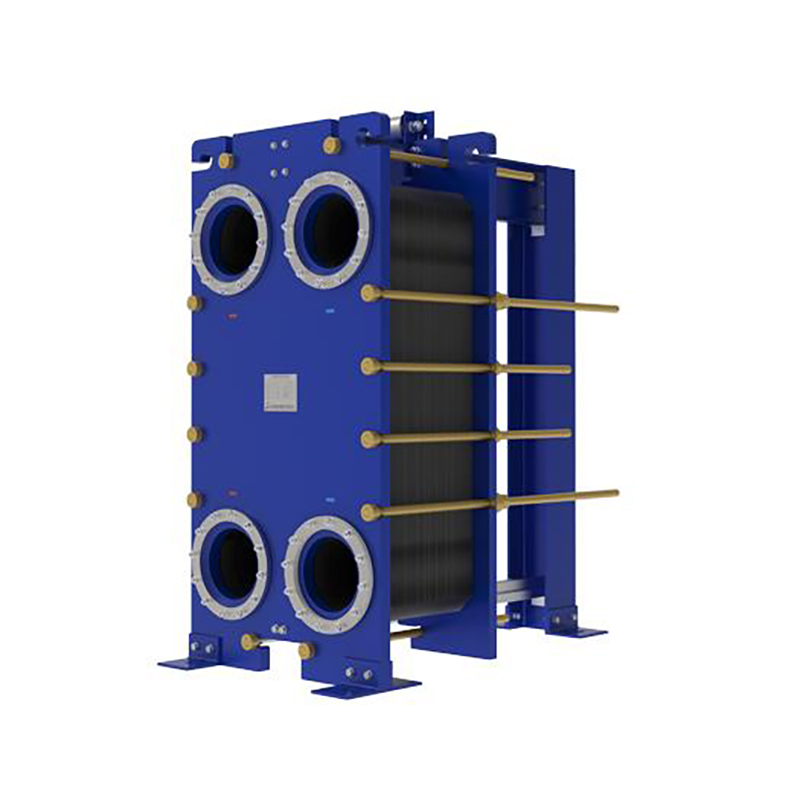
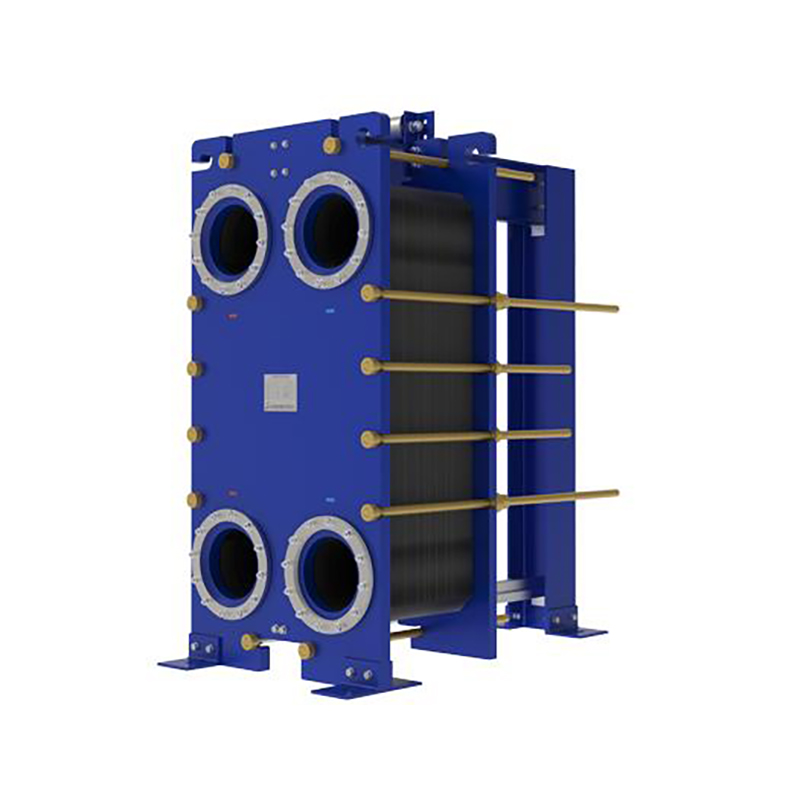
Pillow Heat Exchanger: High-Efficiency Thermal Transfer for Demanding Industrial Applications
The pillow plate heat exchanger operates on the principle of utilizing a distinctive pressed metal surface that creates a series of regular, pillow-shaped cavities. These cavities are formed by welding two sheets of metal together along a precise pattern of contact points, and then inflating the assembly with high-pressure fluid to expand the unbonded areas. This design results in a continuous, wavy flow channel for the process medium. The primary mechanism of heat transfer is conduction through the thin metal walls of these pillows, coupled with enhanced convection. The turbulent flow induced by the unique pillow-shaped channels disrupts the boundary layer, significantly improving the heat transfer coefficient compared to traditional flat-plate designs. The large surface area to volume ratio is a critical factor in its efficiency, allowing for more effective thermal exchange in a compact footprint. This principle makes it exceptionally suitable for applications involving high viscosity fluids, slurries, or media containing particulates and fibers, as the smooth, uninterrupted flow channels minimize the risk of clogging and fouling, ensuring consistent performance and reducing maintenance demands.
The operational principle of the pillow heat exchanger translates directly into superior performance metrics and tangible benefits across various industries. In food and beverage processing, for instance, its exceptional hygienic design, with smooth surfaces and minimal dead zones, is crucial for preventing bacterial growth and meeting stringent sanitary standards like 3-A. Data from case studies in dairy plants show that pillow plate exchangers can achieve heat transfer coefficients (U-values) ranging from 2,000 to 5,000 W/m²K for products like milk and yogurt, significantly higher than those possible with tubular scraped-surface exchangers, while also reducing cleaning time by up to 40% due to their clean-in-place (CIP) efficiency. In the chemical sector, these exchangers handle aggressive media and viscous polymers, with recorded uptime increases of over 15% due to reduced fouling. The structural integrity of the design allows it to withstand substantial pressure differentials, often between 10 and 25 bar, and handle significant thermal expansion without stress fatigue, a common failure point in other welded plate designs. This robustness ensures long-term reliability and lower total cost of ownership, making it a data-backed solution for critical heating and cooling duties.
Why Use a Pillow Heat Exchanger
The decision to implement a pillow heat exchanger is driven by its unmatched advantages in handling challenging thermal tasks where other exchangers fail. Its primary value proposition lies in addressing the critical industrial pain points of fouling, maintenance downtime, and energy inefficiency. Search analytics and industry procurement trends consistently show high growth in adoption for sectors like pharmaceuticals, starch and sugar production, and wastewater treatment, where process fluids are seldom clean and pure. The design is inherently resistant to clogging, a fact corroborated by user testimonials in pulp and paper manufacturing reporting a near elimination of downtime previously caused by fiber blockage in shell-and-tube units. Furthermore, the compact and lightweight nature of the pillow plate design offers a space-saving advantage, often requiring up to 50% less installation space than a comparable shell-and-tube heat exchanger for the same duty. This attribute is highly valued in plant retrofits and expansions where space is at a premium. The combination of high thermal efficiency, operational reliability, and low maintenance creates a compelling economic argument, delivering a rapid return on investment through reduced energy consumption, lower cleaning costs, and increased production capacity.
Specific use-case data solidifies the argument for choosing this technology. In a large-scale biodiesel plant, switching to pillow heat exchangers for cooling glycerin, a by-product with high viscosity and fouling potential, resulted in a documented 20% reduction in cooling water usage and extended periods between cleaning cycles from every two weeks to over two months. This directly translated to higher annual production output and substantial savings on utilities and labor. For applications involving heating or cooling of non-Newtonian fluids like ketchup or shampoo, the pillow plate's uniform channel geometry ensures consistent product quality by providing minimal shear and highly uniform heat treatment, preventing localized overheating or degradation. From an operational expenditure perspective, the total cost of ownership is significantly lower. Lifecycle cost analyses frequently show that while the initial capital investment might be higher than a standard shell-and-tube, the pillow heat exchanger pays for itself within 12-24 months through energy savings from the high heat transfer rates and drastically reduced maintenance and cleaning expenses, making it the intelligent long-term investment for process optimization.



















User Comments
Service Experience Sharing from Real Customers
Sarah Johnson
Process EngineerThis pillow heat exchanger has been a game-changer for our chemical processing line. The efficiency in heat transfer is remarkable, and its compact design saved us significant space. Maintenance is straightforward. Highly recommended for any chemical plant looking to optimize thermal management.
David Chen
HVAC Project ManagerWe installed these pillow plate exchangers in a large commercial building's HVAC system. The performance is exceptional, providing consistent and efficient temperature control for the entire facility. The durability and corrosion resistance are top-notch. A reliable and high-quality product.
Emily Rodriguez
BrewmasterPerfect for precise temperature control during wort cooling in our brewery. It's sanitary, easy to clean, and very effective. Lost one star only because the initial installation required some custom fittings, but once in place, it has been flawless and improved our beer consistency.
Michael Williams
Marine EngineerExtremely impressed with the corrosion resistance of this heat exchanger in our ship's engine cooling system. It handles saltwater conditions brilliantly where previous exchangers failed. Robust construction and fantastic performance under pressure. Exactly what we needed for marine applications.