Polymer Heat Exchangers: Advanced, Corrosion-Resistant Thermal Solutions for Demanding Applications
Principle of Polymer Heat Exchanger
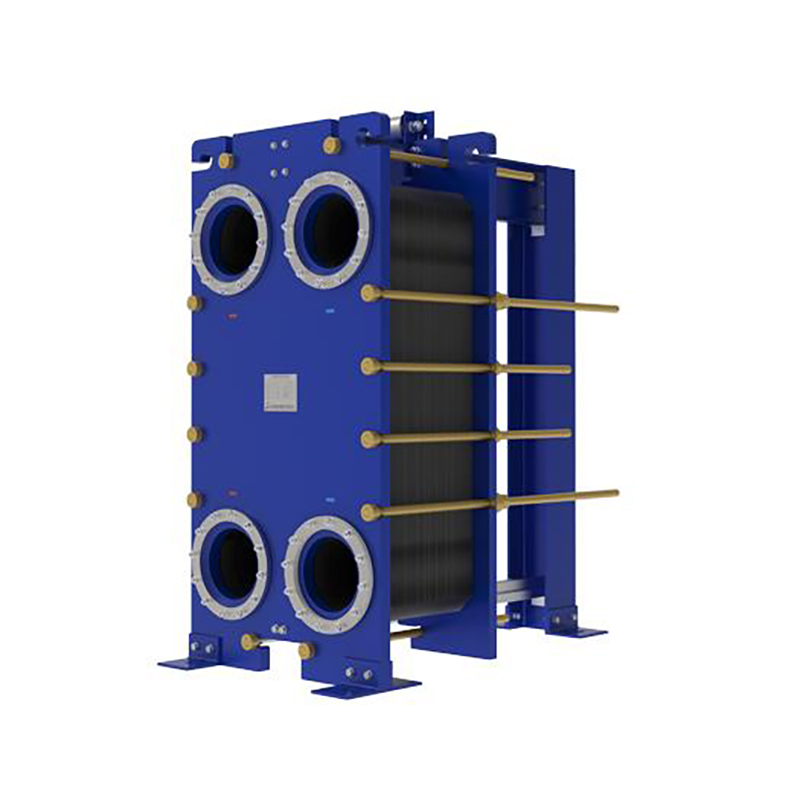
Polymer heat exchangers operate on the same fundamental principles of thermal conduction and convection as their metallic counterparts, but they leverage the unique material properties of advanced polymers to facilitate heat transfer between two fluids. The core mechanism involves a fluid at a higher temperature transferring thermal energy through the polymer wall to a fluid at a lower temperature. The efficiency of this process is governed by the overall heat transfer coefficient (U-value), which is a function of the thermal conductivity of the polymer material, the wall thickness, and the convective heat transfer coefficients of the fluids on either side. While polymers like polypropylene (PP), polyvinylidene fluoride (PVDF), and fluorinated ethylene propylene (FEP) possess lower intrinsic thermal conductivity (typically around 0.1-0.4 W/m·K) compared to metals like copper (400 W/m·K) or stainless steel (16 W/m·K), this is strategically compensated for through intelligent design. Engineers utilize thin-walled tubes or plates, often with very small diameters or enhanced surfaces, to minimize the conductive resistance. Furthermore, the design maximizes surface area and optimizes fluid flow paths to create turbulent flow, which dramatically improves the convective heat transfer coefficients, thereby boosting the overall U-value. This allows polymer exchangers to achieve performance suitable for low to medium temperature applications, typically up to 130-150°C depending on the polymer, in fields such as chemical processing, HVAC, and wastewater treatment.
Why Use Polymer Heat Exchanger
The primary driver for adopting polymer heat exchangers is their unparalleled resistance to corrosion and chemical attack, which directly translates to superior longevity, reduced maintenance costs, and enhanced operational safety in aggressive environments. Unlike metals that rapidly succumb to pitting, crevice corrosion, and stress corrosion cracking when exposed to chlorides, acids, bases, and other harsh chemicals, high-performance polymers are virtually inert. This eliminates the need for expensive corrosion allowances, protective coatings, or cathodic protection systems. For instance, in seawater cooling or chlorinated brine applications, stainless steel exchangers may fail within months, while PVDF or ECTFE-based units reliably operate for decades. This corrosion immunity also prevents metallic contamination of process streams, a critical requirement in pharmaceuticals, food and beverage, and ultrapure water production. Beyond corrosion resistance, polymers offer significant advantages in fouling mitigation due to their low surface energy and smooth, non-stick surfaces, which reduce the adhesion of scale and biological organisms, maintaining efficiency for longer periods between cleanings. Their lightweight nature simplifies installation and structural support requirements. From a total cost of ownership perspective, while the initial material cost may be higher than carbon steel, the elimination of downtime, replacement costs, and extensive maintenance often results in a substantially lower lifecycle cost, providing a compelling economic argument for their specification in corrosive duties.



















User Comments
Service Experience Sharing from Real Customers
Michael Chen
Process EngineerThe corrosion resistance and lightweight design of this polymer heat exchanger have been a game-changer for our chemical processing line. It handles our aggressive coolants far better than our previous metallic units, with no signs of degradation after six months of continuous operation.
Sarah Johnson
HVAC Project ManagerExtremely impressed with the ease of installation and the significant reduction in weight. It made retrofitting our commercial building's HVAC system much simpler and faster. The thermal performance is excellent for our needs. A point off for the initial unit cost, but the long-term savings on maintenance will more than make up for it.
David Rodriguez
Maintenance SupervisorAs someone who constantly battles scaling and fouling in our water loops, this heat exchanger is a dream. The smooth polymer surfaces prevent mineral build-up dramatically, reducing our cleaning downtime by over 70%. The durability is also outstanding.
Emily Watson
R&D LeadWe integrated this into a prototype waste heat recovery system, and the results surpassed our expectations. Its ability to handle low-grade heat and corrosive condensates without corroding is precisely what we needed. A fantastic product for innovative and demanding applications.