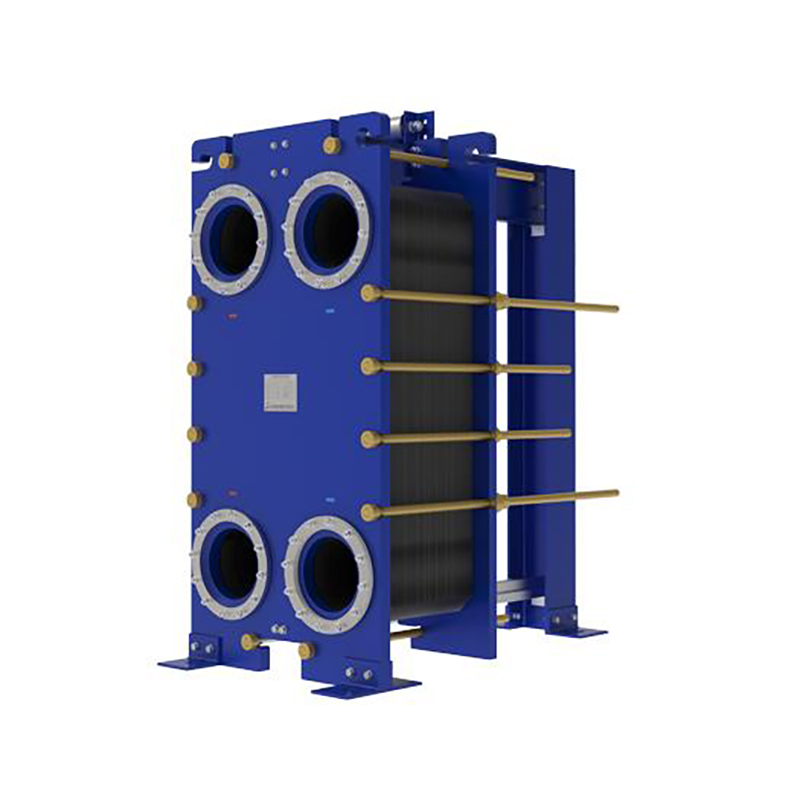
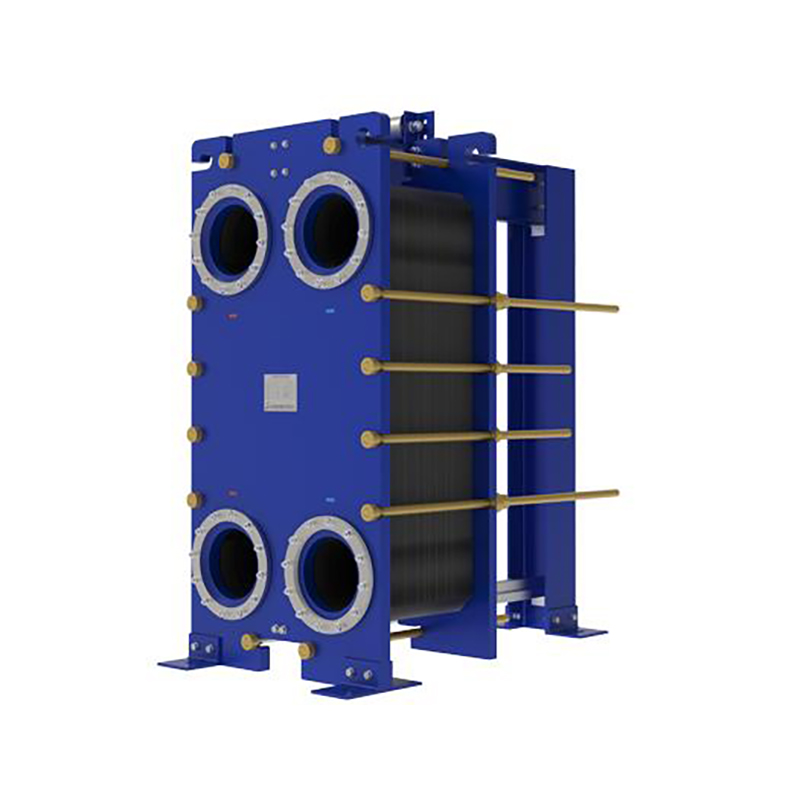
Stainless Steel Heat Exchangers: Durable & Efficient Thermal Solutions for Industrial Applications
Stainless steel heat exchangers are devices designed to transfer heat between two or more fluids without mixing them, utilizing stainless steel as the primary construction material. They are critical components in industries requiring corrosion resistance, hygiene, and thermal efficiency, such as chemical processing, pharmaceuticals, food and beverage, and HVAC systems. These exchangers come in various types, including shell and tube, plate and frame, and spiral designs, each tailored to specific operational needs. The inherent properties of stainless steel, such as high strength and resistance to oxidation, make these exchangers suitable for high-temperature and high-pressure applications. They ensure reliable performance in harsh environments where other materials might fail, providing long-term cost savings and operational reliability. Industries prioritize stainless steel heat exchangers for their ability to maintain product purity and prevent contamination, which is essential in sectors like healthcare and food processing. With advancements in manufacturing, modern stainless steel heat exchangers offer enhanced heat transfer coefficients and compact designs, optimizing space and energy usage in industrial setups.
Stainless steel heat exchangers operate on the principle of thermal conduction through solid walls separating fluids, facilitating efficient heat transfer while preventing cross-contamination. In industrial settings, they are used for heating, cooling, condensation, and evaporation processes. For instance, in the chemical industry, they handle aggressive media like acids and alkalis, leveraging stainless steel's resistance to corrosion, which is quantified by standards such as ASTM A240 for grades like 304 and 316. These grades contain chromium (18-20% for 304) and nickel (8-10.5%), with 316 adding molybdenum (2-3%) for better chloride resistance. Data from market reports indicate that stainless steel heat exchangers account for over 40% of the global industrial heat exchanger market, valued at approximately $17 billion in 2023, driven by demand from Asia-Pacific regions. In food processing, they pasteurize products at temperatures up to 150°C, ensuring compliance with sanitary standards like 3-A Sanitary Standards. Their design often includes features like minimal crevices for easy cleaning, reducing biofilm formation. Thermal efficiency is notable, with heat transfer coefficients ranging from 500 to 7000 W/m²K for plate types, depending on flow conditions. Additionally, stainless steel's longevity reduces replacement costs, with lifespans exceeding 20 years in well-maintained systems, as per industry case studies from sectors like power generation, where they contribute to heat recovery and energy savings of up to 30%.
Advantages of Stainless Steel Heat Exchangers
The advantages of stainless steel heat exchangers stem from the material's superior properties, including exceptional corrosion resistance, high mechanical strength, and excellent hygiene characteristics. These benefits translate into reduced maintenance costs, longer service life, and compliance with stringent industry regulations. For example, stainless steel grades like 316L offer resistance to pitting and crevice corrosion in chloride-rich environments, making them ideal for marine or chemical applications. The non-porous surface prevents bacterial growth, which is crucial in pharmaceutical and food industries where sanitation is paramount. Thermally, stainless steel provides efficient heat conduction, with a thermal conductivity of about 15-20 W/m·K, facilitating rapid temperature exchange. Moreover, these exchangers are recyclable, aligning with sustainability goals, and their durability minimizes downtime, enhancing overall operational efficiency. Data from end-user reports show that stainless steel models can operate at pressures up to 30 bar and temperatures exceeding 500°C, outperforming alternatives like carbon steel or copper in extreme conditions. The smooth surface finish also reduces fouling, maintaining performance over time without frequent cleaning. Economically, the initial higher investment is offset by lower lifecycle costs, as evidenced by ROI analyses in industries like HVAC, where energy savings of 15-25% are common due to improved heat recovery. Additionally, compliance with international standards such as ASME and PED ensures safety and reliability, further solidifying their preference in critical applications worldwide.



















User Comments
Service Experience Sharing from Real Customers
Michael Rodriguez
Maintenance EngineerThis stainless steel heat exchanger has been incredibly reliable in our chemical processing plant. The corrosion resistance is outstanding, and it has significantly improved our heat transfer efficiency. A fantastic investment for demanding environments.
Sarah Chen
BrewmasterAs a brewmaster, product purity is my top priority. This heat exchanger delivers perfectly. The sanitary stainless steel construction is easy to clean and prevents any contamination. It's robust, efficient, and exactly what our craft brewery needed.
David Wilson
HVAC TechnicianInstalled this unit in a commercial building's HVAC system. The build quality is excellent, and it performs flawlessly under constant load. The only reason it's not a 5 is that the mounting brackets could be slightly more versatile for retrofit projects. Highly effective nonetheless.
Jennifer Lee
Plant ManagerWe use this for cooling in our pharmaceutical production. The durability and cleanability of the stainless steel are paramount for us, and this exchanger exceeds expectations. It has reduced our downtime for cleaning and maintenance dramatically. Exceptional product.