Stainless Steel Heat Exchanger: High-Efficiency Thermal Transfer for Demanding Applications
Stainless Steel Heat Exchanger Working Principle
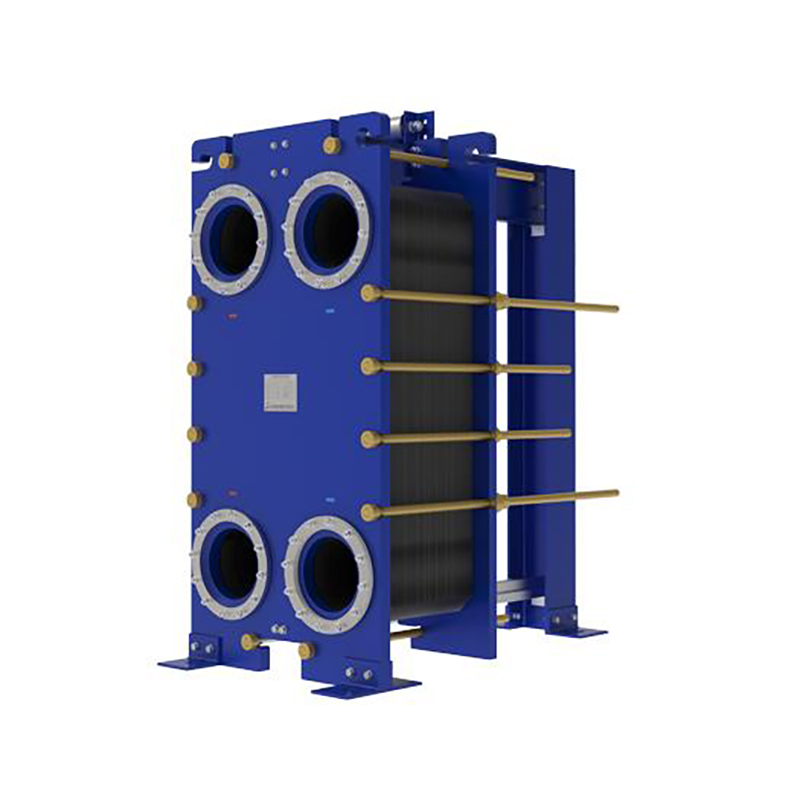
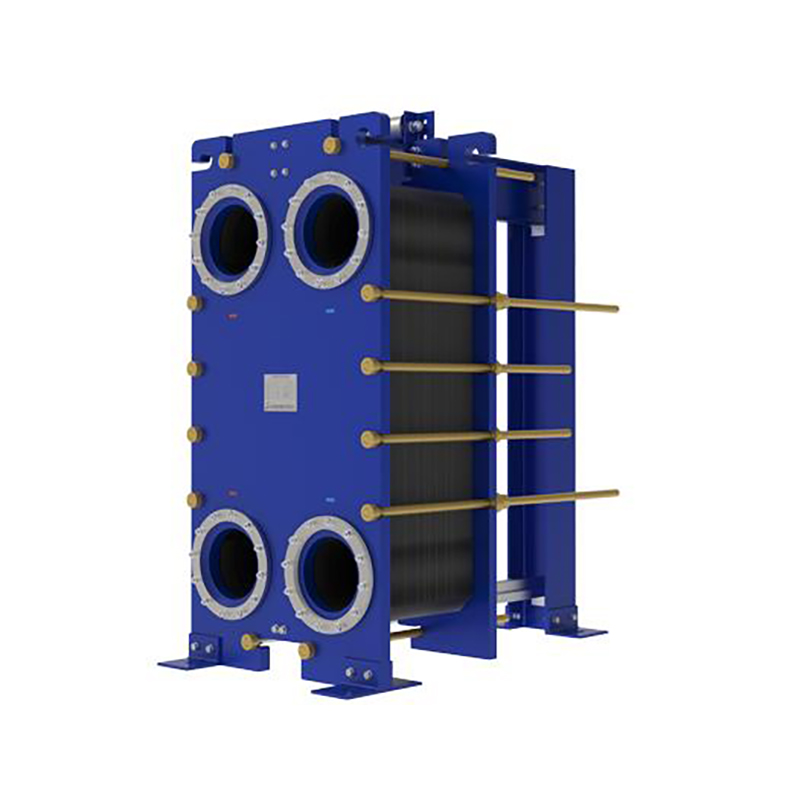
A stainless steel heat exchanger operates on the fundamental principles of thermodynamics, specifically the transfer of thermal energy from a hotter fluid to a cooler fluid without the two streams mixing. This process is governed by conduction and convection. The core component is a series of tubes or plates, meticulously fabricated from high-grade stainless steel, which provide a large surface area for heat transfer. The hot fluid flows on one side of this metal barrier, and the cold fluid on the opposite side. The temperature difference between the two fluids drives the heat through the stainless steel wall. The high thermal conductivity of stainless steel, though slightly lower than copper, is effectively leveraged by designing for a large surface area and optimal fluid dynamics. The efficiency of this heat transfer is quantified by the overall heat transfer coefficient (U-value), which for stainless steel exchangers can range significantly based on design but often falls between 500-1500 W/m²°C for shell and tube models and can be much higher for plate designs. The design ensures maximum turbulence in the fluids, which disrupts the boundary layer and significantly enhances the rate of heat exchange. This principle is applied across various configurations, including shell and tube, plate, and finned tube heat exchangers, each optimized for specific pressure, temperature, and cleanliness requirements. The integrity of the system is paramount, and the principle relies on the structural strength of stainless steel to maintain a perfect seal between the two fluid paths under high operational pressures that can exceed 1000 psi in some engineered models, ensuring safe and reliable operation in critical processes.
Why Use a Stainless Steel Heat Exchanger
The selection of a stainless steel heat exchanger is driven by its unparalleled combination of durability, corrosion resistance, and hygienic properties, which directly translates to lower lifetime costs and superior performance in harsh environments. Unlike carbon steel or copper alloys, stainless steel, particularly grades 304 and 316, offers exceptional resistance to a wide spectrum of corrosive elements. This includes resistance to oxidizers, organic acids, and chloride-induced pitting and crevice corrosion, especially with the molybdenum content in 316-grade steel. This makes it the undisputed choice for applications in chemical processing, marine environments, offshore oil and gas platforms, and pharmaceutical production where fluids can be highly aggressive. Furthermore, its non-porous surface and ease of cleaning, coupled with its ability to withstand repeated sterilization cycles using high-temperature steam or caustic cleaners, make it mandatory in food and beverage (e.g., milk pasteurization, beer wort cooling) and bio-pharmaceutical industries to meet strict FDA, 3-A, and ASME BPE standards. The material's high strength allows for operation at elevated pressures and temperatures exceeding 500°C, providing design flexibility. From an economic perspective, while the initial capital outlay may be 20-40% higher than a carbon steel unit, the dramatically extended service life—often decades—and minimal maintenance requirements eliminate costs associated with downtime, replacement, and chemical inhibitors for corrosion, resulting in a significantly lower total cost of ownership. Real-world data from refinery applications show that stainless steel shell and tube exchangers consistently achieve service lives of 25+ years, whereas carbon steel units in similar services may require replacement or extensive repair in less than 10 years.



















User Comments
Service Experience Sharing from Real Customers
Michael Rodriguez
Maintenance EngineerThis stainless steel heat exchanger has been running flawlessly in our chemical processing plant for over a year now. The corrosion resistance is exceptional and it handles high temperatures with ease. Maintenance is minimal compared to our previous units.
Sarah Chen
BrewmasterAs a brewmaster, temperature control is critical for our craft beer. This heat exchanger provides precise and efficient cooling, is incredibly easy to clean, and meets all our sanitary standards. A fantastic investment for our brewery.
David Kim
HVAC TechnicianInstalled this unit in a commercial building's HVAC system. The build quality is solid, and the thermal efficiency is impressive. It was a bit more of an upfront cost, but the energy savings are already noticeable. Very reliable performance so far.
Jessica Williams
Plant ManagerWe needed a durable and efficient solution for our wastewater treatment heat recovery loop. This stainless steel exchanger was the perfect fit. It's robust, handles the tough environment without issue, and has significantly reduced our energy costs. Highly recommended for industrial applications.