Waste Heat Exchanger: Maximize Energy Recovery & Reduce Operating Costs
Principle of Waste Heat Exchanger
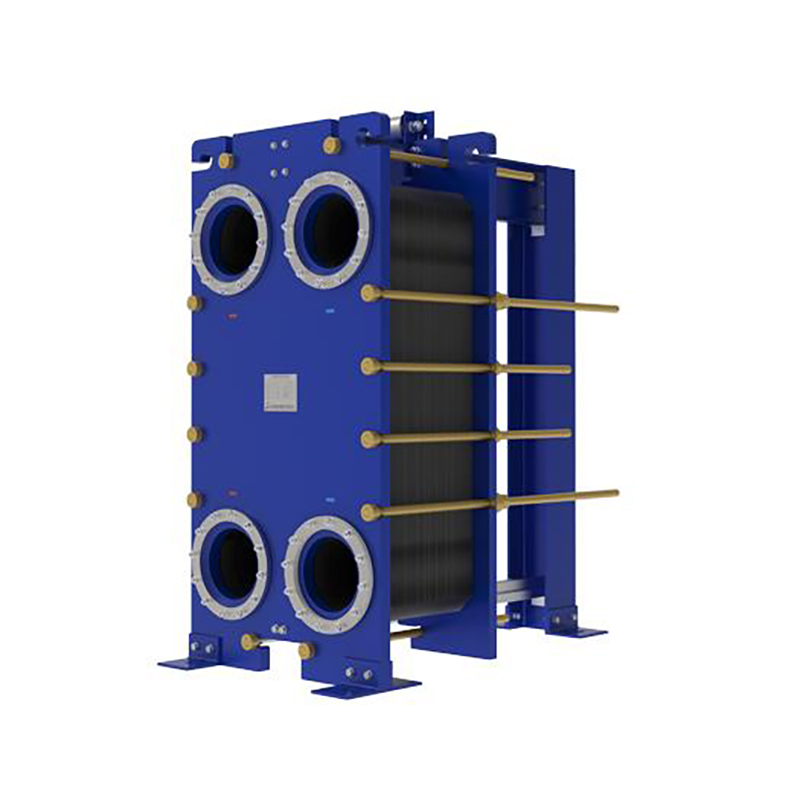
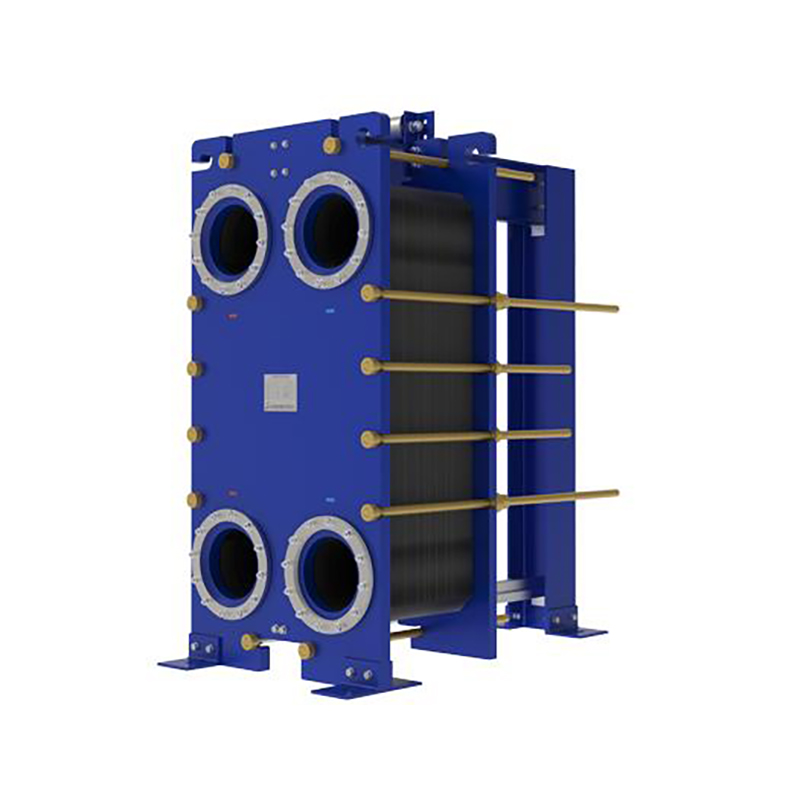
A waste heat exchanger, fundamentally, is a device designed to transfer thermal energy from a hot, waste stream to a colder, usable stream without the two fluids directly mixing. This process is governed by the core principles of thermodynamics, primarily heat transfer through conduction and convection. The typical construction involves a series of tubes or plates enclosed within a shell. The hot waste gas or liquid flows on one side (the shell side or tube side), while the cooler fluid—which could be water, air, or process fluid—flows on the opposite side. The temperature difference between the two streams acts as the driving force for heat transfer. The large surface area provided by the tubes or plates maximizes the contact between the fluids, facilitating efficient thermal exchange. Common types include shell and tube exchangers for high-pressure applications, plate heat exchangers for compact, efficient liquid-to-liquid transfer, and heat pipe exchangers for applications with cross-contamination risks. The recovered energy is not created but captured, transforming otherwise lost thermal discharge into a valuable asset for preheating combustion air, generating steam, warming water, or supporting other industrial processes, thereby directly improving the system's overall energy balance.
Why Use Waste Heat Exchanger
Implementing a waste heat exchanger is a strategic decision driven by compelling economic and environmental imperatives. The primary motivation is substantial cost savings on energy. Industrial facilities can waste 20% to 50% of their energy input as heat, often released into the atmosphere through exhaust stacks or cooling water systems. By capturing even a fraction of this loss, companies can drastically reduce their reliance on primary fuel sources for heating needs. For instance, preheating combustion air with a recuperator can improve furnace efficiency by up to 30%, leading to direct fuel savings. Economically, the payback period for a well-designed waste heat recovery system is frequently between 6 months to 2 years, representing a high-return investment. Beyond economics, regulatory pressures and corporate sustainability goals are major drivers. Utilizing waste heat significantly reduces greenhouse gas emissions (CO2, NOx) and other pollutants by lowering fuel combustion. This enhances a company's environmental profile and ensures compliance with increasingly stringent environmental regulations. Furthermore, the process can increase overall production capacity; for example, recovered heat can be used to boost steam output without additional firing, allowing a plant to do more with the same energy input. It also improves process stability by managing exhaust gas temperatures downstream. In essence, a waste heat exchanger is a critical tool for enhancing operational efficiency, boosting profitability, and demonstrating environmental stewardship.



















User Comments
Service Experience Sharing from Real Customers
Michael Chen
Process EngineerThis waste heat exchanger has been a game-changer for our energy efficiency. The installation was straightforward, and we've already seen a significant reduction in our energy costs. The build quality is exceptional.
Sarah Johnson
Plant ManagerVery robust and efficient unit. It has seamlessly integrated into our existing system, capturing waste heat we previously lost. The only reason it's not a 5 is the lead time was a bit longer than expected, but well worth the wait.
David Rodriguez
Maintenance SupervisorIncredibly durable and low maintenance. It's been running non-stop for 6 months in a tough environment with no issues. The corrosion-resistant materials are holding up perfectly. A fantastic investment for any industrial operation.
Emily Wang
Sustainability OfficerPrecisely what we needed to meet our carbon reduction targets. The performance data provided by the manufacturer was accurate, and the unit's efficiency has allowed us to significantly lower our plant's environmental footprint. Highly recommend.